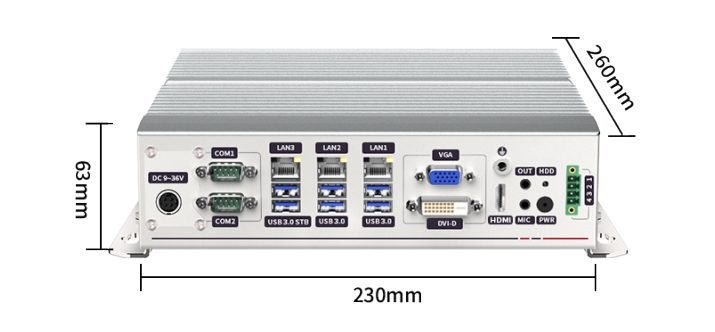
智能光源与通信控制:照明的数字化演进现代机器视觉光源正经历深刻的智能化变革,超越简单的亮/灭控制。智能光源点在于集成了微处理器、驱动电路和通信接口,实现了光源的数字化、网络化与可编程化。其高级功能包括:多通道个体控制:单个控制器可管理多个光源模块(环形光、条形光、背光等),个体调节每通道的亮度(0-100%PWM/模拟调节);精密频闪(Strobe)控制:精确设定频闪脉宽(微秒级)、频率、延时和触发模式(硬件触发、软件触发),与相机曝光完美同步;复杂照明序列编程:在单次检测周期内执行多步照明方案(如快速切换不同光源或亮度),从多个角度/条件捕捉图像,丰富特征信息;通信接口集成:支持RS232、RS485、以太网(EtherNet/IP,Profinet)、USB甚至IO-Link等工业总线协议,实现与PLC、PC或视觉控制器的高速、可靠通信;状态反馈与诊断:可实时监控光源状态(开/关、亮度、温度、错误代码),实现预测性维护;存储与配方管理:保存多种照明配置(配方),便于快速切换适应不同产品检测。智能控制极大提升了照明方案的灵活性、精确性和可重复性,简化了系统集成与维护,是构建复杂、自适应机器视觉系统的关键赋能技术。前向光突显表面印刷字符。绍兴光源控制器
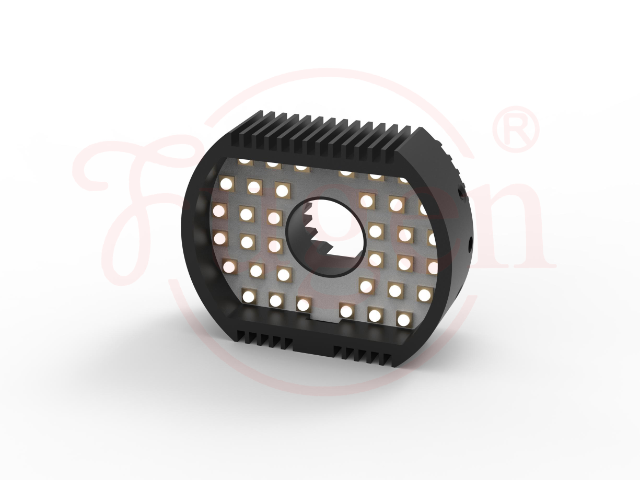
汽车制造涉及海量零部件和复杂装配,机器视觉光源支撑着众多关键检测环节:零部件尺寸与几何量测量:高精度背光(结合远心光路)用于测量垫片、活塞环、精密齿轮等轮廓尺寸;结构光用于车身面板间隙面差测量。表面缺陷检测:金属件(缸体、曲轴、齿轮):低角度条形光或环形光突显机加工纹路、划痕、毛刺、凹坑;漆面/外饰件(车门、保险杠):穹顶光(抑制眩光)检查橘皮、颗粒、流挂、污染、光泽不均;塑料内饰件:环形光或同轴光检查注塑缺陷、缩痕、熔接线、皮革纹理。装配验证:螺钉拧紧:检查螺钉头类型、有无、是否浮起(常用环形光);线束插接:检查插头是否到位、锁扣是否扣紧(环形光或局部照明);密封胶涂敷:检查胶条连续性、位置、宽度(常需特定波长或背光)。字符与条码识别:零件上的DPM码(直接部件标记,如激光雕刻、点刻)常用低角度照明(产生阴影)或同轴光读取。轮胎检测:检查胎纹、侧壁文字、缺陷(结构光、多角度照明)。玻璃检测:检查车窗、挡风玻璃的划痕、结石、气泡(透射光、暗场照明)。光源需适应汽车厂严苛环境(油污、震动、温度变化)并满足高节拍生产要求(频闪照明)。可靠的光源是保障汽车质量和自动化生产的关键要素。呼和浩特环形光源双向无影高角度环形均匀性好的光源减少误判。
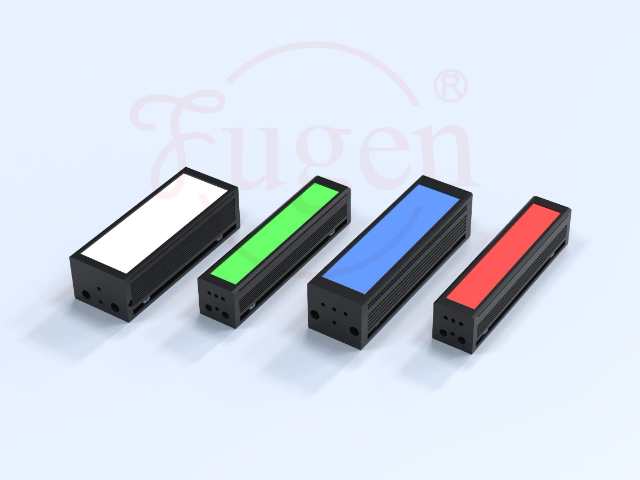
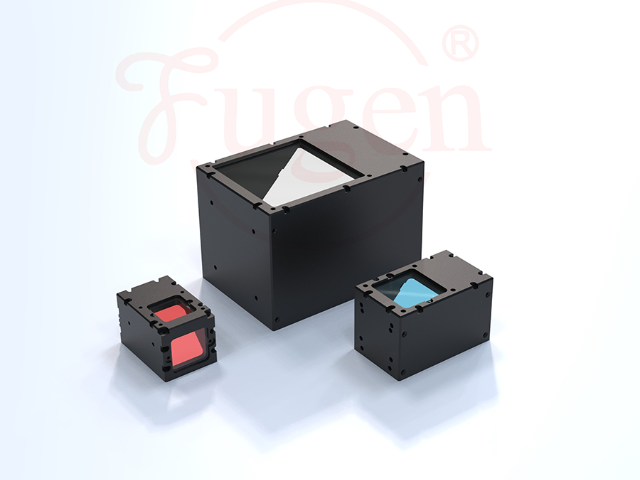
在某些实践中,工程师们掌握着丰富的光源“调色板”:环形光源: 提供均匀柔和照明,是元件定位、外观检测的通用利器。背光源: 创造高对比度轮廓,专精于尺寸量测、透光材料杂质筛查。同轴光源: 通过特殊光学设计实现“垂直”照明,是光滑平面字符识别、划痕检测的比较好法门。穹顶光源: 多角度漫射光包裹复杂曲面,彻底消除反光死角,为球状或多面体零件检测提供无影环境。条形光源组合: 灵活布局应对大视野或特殊方向特征增强需求。
偏振光在机器视觉中的应用:消除反光与增强对比度偏振光技术是解决物体表面镜面反射(眩光)和增强特定特征对比度的有效光学手段。其基本原理是利用偏振片(Polarizer)控制光波的振动方向。在机器视觉照明中,典型的应用模式有两种:1.光源+偏振片,相机镜头前加偏振片:光源发出的非偏振光经过起偏器(Polarizer)变为线偏振光照射物体。物体表面反射光包含镜面反射(通常保持原偏振方向)和漫反射(偏振方向随机)。相机镜头前的检偏器(Analyzer)若旋转至与起偏器方向垂直(正交),则可有效阻挡镜面反射光(变暗或消失),同时允许部分漫反射光通过。这能抑制眩光,使被眩光覆盖的表面纹理、划痕、印刷图案等得以显现。2.只相机镜头前加偏振片:当环境光或光源(如穹顶光)包含偏振成分时(如来自金属表面反射),旋转检偏器也能帮助过滤掉特定方向的偏振干扰光,增强图像对比度。偏振照明特别适用于检测光滑表面(金属、玻璃、塑料、漆面)的划痕、凹陷、异物、油污、薄膜厚度(利用双折射效应)等。配置时需仔细调整光源偏振片与相机偏振片的相对角度(通常正交效果比较好),并考虑光线入射角的影响。虽然增加成本并损失部分光强,但在解决棘手反光问题时效果突出。外环光源与镜头同轴安装。

机器视觉系统可以精确地定位目标物体的位置和运动轨迹,实现自动化生产中的精确控制。安全监控:在安防领域,机器视觉光源能够增强监控画面的清晰度,提高人脸识别、行为分析等功能的准确性。四、未来展望随着智能制造技术的不断发展,机器视觉光源将面临更多的挑战和机遇。未来,我们期待机器视觉光源能够在以下方面取得突破:更高性能:研发更高效、更稳定的光源技术,以适应更高速、更精密的生产需求。更智能化:结合人工智能和机器学习技术,实现光源的自动调整和优化,以适应不同环境和物体的照明需求。更大量应用:拓展机器视觉光源在医疗、航空航天、农业等领域的应用,推动相关产业的智能化升级。总之,机器视觉光源作为智能制造领域的关键技术之一,正助力各行业实现高效、精细的生产和管理。未来,随着技术的不断进步和应用场景的拓展,机器视觉光源将迎来更加广阔的发展空间。激光光源用于精密定位测量。温州条形光源光栅线型同轴
侧向光检测物体表面划痕。绍兴光源控制器
光源均匀性:概念、重要性及评估方法光源均匀性是衡量照明场光强分布一致性(均匀程度)的关键指标,对机器视觉检测精度至关重要,尤其在进行定量测量(如尺寸、色度)或大面积检测时。不均匀照明会导致图像不同区域亮度差异:过亮区域可能饱和丢失细节,过暗区域信噪比差难以分析,这种亮度梯度会被误判为物体本身的特征变化(如厚度不均、颜色渐变),严重影响检测结果的一致性和可靠性。均匀性通常定义为:Uniformity=[1-(Max-Min)/(Max+Min)]*100%,其中Max和Min是测量区域内多个采样点的亮度值。理想值为100%,工业应用中通常要求>80%甚至>90%。评估均匀性需要使用光强计或经校准的参考相机,在设定的工作距离下,在有效照明区域内按网格(如5x5或9x9)测量多个点的亮度值,然后计算。影响均匀性的因素众多:LED个体的亮度/色温差异、排列密度、光学设计(透镜、漫射板)的质量与老化、供电稳定性、结构遮挡、距离变化等。改善均匀性的方法包括:选用高质均光板(如乳白亚克力、匀光膜)、优化LED排布(增加密度、交错排列)、采用积分球原理(穹顶光)、精确控制光源距离、定期校准维护。在系统设计阶段就必须将均匀性作为重要参数进行验证和优化。
绍兴光源控制器