- 品牌
- 弘盛科技
- 型号
- 通用
纯水设备的材质选择需满足“无溶出、耐腐蚀、易清洁”要求,避免材质污染水质,不同部件的材质标准如下:与水接触的管道、阀门需采用316L不锈钢(医药行业)或食品级304不锈钢(食品行业),内壁粗糙度Ra≤0.8μm,防止微生物滋生;预处理滤芯(多介质、活性炭)需选用符合国家卫生标准的石英砂、椰壳活性炭,避免杂质溶出;反渗透膜、EDI树脂需选用食品级或医药级产品,符合FDA(美国食品药品监督管理局)认证;设备外壳可采用304不锈钢或PP材质,具备防腐蚀、易清洗特性。卫生安全控制方面,设备需采用“无死角”设计,管道连接采用焊接或快装接头,避免螺纹连接产生死角;定期进行设备消毒,医药行业常用巴氏消毒(80-85℃热水循环30分钟)或臭氧消毒(臭氧浓度0.3-0.5mg/L),食品行业常用紫外线消毒(波长254nm,照射剂量≥16mJ/cm²);设备运行时需保持正压状态,防止外界空气进入导致污染。材质选择与卫生控制不当,会导致水质中出现金属离子超标(如管道溶出铁、铬)或微生物污染(如死角滋生细菌),引发产品质量问题。广州弘盛纯水设备提供终身技术支持保障持续运行。惠州染料行业纯水设备生产厂家

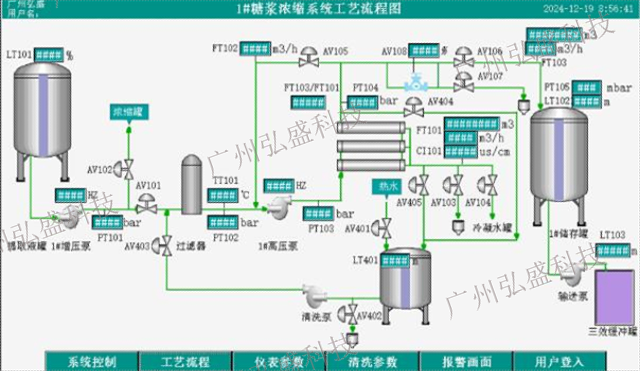
纯水设备的产水率(产水量与进水量的比值)直接影响水资源利用率,传统单级反渗透设备产水率约50-60%,浓水(占进水40-50%)直接排放,造成水资源浪费。目前主流的产水率提升技术包括:反渗透膜排列优化,采用“3:2”或“4:3”多段排列(增加膜组件数量,延长水与膜的接触时间),将单级反渗透产水率提升至75-80%;浓水回收系统,将反渗透浓水(电导率较高但悬浮物较少)回用至预处理阶段,或作为冷却塔补水、车间清洗用水,使整体水资源利用率提升至85%以上;低压高脱盐膜选用,采用低操作压力(0.6-0.8MPa)且高水通量的膜组件(如东丽TM7 -4040),在相同压力下提升产水量15-20%;分段式反渗透设计,将反渗透系统分为两段, 段产水进入第二段, 段浓水进入浓水回收系统,第二段浓水排放,实现产水率与水质的平衡。对于水资源短缺地区的企业,可结合废水回用技术,将纯水设备的浓水与车间废水一同处理后回用,实现“水资源循环利用”,降低企业用水成本(如一套产水量20m³/h的设备,年可节约水资源约10万吨),同时减少废水排放,符合国家节水政策。揭阳植物提取纯水设备厂家供应广州弘盛纯水设备定制产水量从 1 吨到 100 吨不等。

离子交换树脂是纯水设备(尤其是传统离子交换系统)实现除盐的关键部件,分为阳离子交换树脂(去除阳离子)与阴离子交换树脂(去除阴离子),当树脂吸附饱和后需进行再生处理。阳离子树脂再生采用3-5%盐酸溶液,通过反洗、再生、正洗步骤,将树脂上的钙、镁、钠等阳离子置换为氢离子;阴离子树脂再生采用2-4%氢氧化钠溶液,将树脂上的氯、硫酸根等阴离子置换为氢氧根离子。再生过程需控制再生液浓度、流速(5-8m/h)与接触时间(30-60分钟),确保再生效果,再生后树脂的交换容量可恢复至初始容量的90%以上。再生废液(含高浓度酸、碱与离子)需进行环保处理,通常先进入中和池(加酸或碱调节pH至6-9),再通过混凝沉淀去除重金属离子, 经生化处理达标后排放,符合GB8978-1996《污水综合排放标准》。部分纯水设备采用“零排放”再生系统,将再生废液浓缩后蒸发结晶,固体废弃物交由专业机构处理,避免废液污染环境。树脂再生不彻底会导致纯水设备产水水质下降、树脂寿命缩短(由3-5年降至1-2年)。
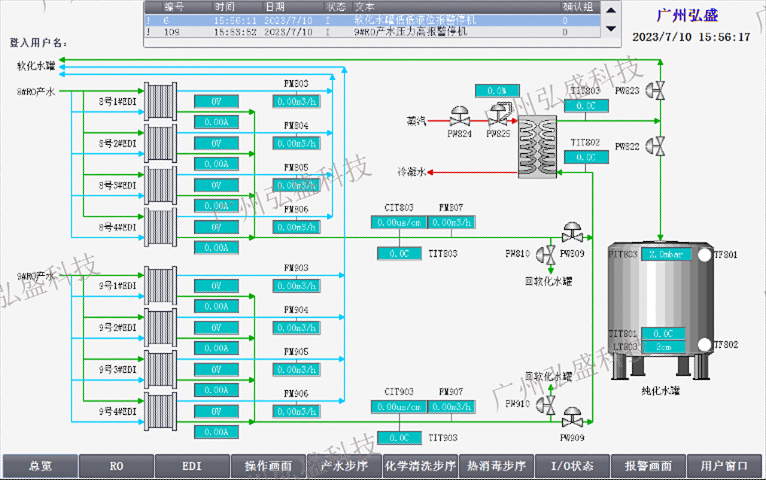
LCD制造过程(如玻璃基板清洗、光刻胶涂覆、蚀刻)对水质的纯度要求极高,需去除水中的离子、有机物、微小颗粒与金属杂质,此时需采用超纯水设备。此类设备的 工艺为“预处理+双级反渗透+EDI+抛光混床+超滤+紫外线氧化”,预处理阶段通过多介质过滤、活性炭过滤与软化器去除原水杂质,双级反渗透将离子去除率提升至99.8%以上,EDI实现深度除盐,抛光混床(由高纯度离子交换树脂组成)进一步降低离子含量,超滤(精度0.05μm)去除微小颗粒,紫外线氧化(波长185nm)降解TOC(降至≤3ppb)。 终产水需满足LCD行业标准:电阻率≥18.2MΩ・cm、TOC≤5ppb、颗粒(≥0.1μm)≤5个/mL、金属离子(如钠、钾、钙)≤0.1ppb。超纯水设备需具备极低的泄漏率(≤0.1%),避免外界空气进入污染超纯水;同时需采用“循环供水”设计,超纯水在管道内持续循环(流速≥1m/s),防止微生物滋生与离子沉积。若水质不达标,会导致LCD面板出现亮斑、暗点等缺陷,影响产品良率。实验室用广州弘盛纯水设备产出超纯水电阻率达标。

食品饮料行业(如饮用水、果汁、乳制品生产)对纯水的需求聚焦于安全性与口感优化,纯水设备需符合GB5749-2022《生活饮用水卫生标准》及GB19298-2014《食品安全国家标准包装饮用水》。此类设备多采用“预处理+单级反渗透”或“预处理+纳滤”工艺,预处理阶段通过软化器去除原水中的钙、镁离子,防止后续设备结垢并避免影响产品口感(如饮用水中的苦涩味);反渗透系统则去除水中的重金属(铅、汞等)、农药残留与微生物,纳滤系统可保留部分有益矿物质(如钾、钠),适配矿物质水生产需求。纯水设备的接触部件需采用食品级304不锈钢或PP材质,符合3A卫生标准,且需配备CIP(原位清洗)系统,定期对设备内部进行酸洗、碱洗与杀菌,防止细菌滋生(如大肠杆菌、铜绿假单胞菌)。同时,设备需具备产水流量调节功能,适配不同生产线的用水峰值需求。电镀行业用广州弘盛纯水设备回收贵金属节约成本。福州医药GMP纯水设备
医疗设备清洗用广州弘盛纯水设备提升无菌保障等级。惠州染料行业纯水设备生产厂家
汽车制造配套:广州弘盛纯水设备保障涂装工艺质量汽车电泳涂装工艺中,纯水纯度直接影响涂层附着力与外观,广州弘盛纯水设备为汽车制造行业提供专业支持。设备产出的纯水杂质含量极低,可有效避免涂装过程中出现 、流挂等缺陷,保障涂层光滑均匀。针对汽车厂废水处理需求,集成特种浓缩技术,涂料回收率达 95%,废水回用率 85%, 降低生产成本与环保压力。大型设备可与企业智能化管理系统对接,实现远程监控与集中管理,确保供水连续稳定,成为汽车制造不可或缺的配套设备。惠州染料行业纯水设备生产厂家

纯水设备的产水率(产水量与进水量的比值)直接影响水资源利用率,传统单级反渗透设备产水率约50-60%,浓水(占进水40-50%)直接排放,造成水资源浪费。目前主流的产水率提升技术包括:反渗透膜排列优化,采用“3:2”或“4:3”多段排列(增加膜组件数量,延长水与膜的接触时间),将单级反渗透产水率提升至75-80%;浓水回收系统,将反渗透浓水(电导率较高但悬浮物较少)回用至预处理阶段,或作为冷却塔补水、车间清洗用水,使整体水资源利用率提升至85%以上;低压高脱盐膜选用,采用低操作压力(0.6-0.8MPa)且高水通量的膜组件(如东丽TM7 -4040),在相同压力下提升产水量15-20%;分段式...
- 河源膜分离纯水设备工艺 2025-11-10
- 潮州糖醇纯水设备供应 2025-11-10
- 云浮EDI超纯水纯水设备维修保养 2025-11-10
- 肇庆茶饮料纯水设备安装调试 2025-11-10
- 花都区低温纯水设备厂家 2025-11-10
- 江门化工冶金纯水设备系统维护 2025-11-10
- 潮州定制化纯水设备供应 2025-11-10
- 惠州染料行业纯水设备生产厂家 2025-11-09
- 江门定制化纯水设备维修保养 2025-11-09
- 增城区医疗用品纯水设备工艺 2025-11-09


- 阳江膜分离纯水设备厂家 2025-11-09
- 福州医药GMP纯水设备 2025-11-09
- 香洲区乳制品纯水设备系统维护 2025-11-09
- 中山乳品加工纯水设备工艺 2025-11-09
- 荔湾区酒纯水设备定制方案 2025-11-09
- 云浮高纯度纯水设备 2025-11-09




- 河源膜分离纯水设备工艺 11-10
- 肇庆果汁生产特种浓缩技术方案 11-10
- 天河区制药行业特种浓缩 11-10
- 潮州糖醇纯水设备供应 11-10
- 云浮EDI超纯水纯水设备维修保养 11-10
- 肇庆茶饮料纯水设备安装调试 11-10
- 白云区新型特种浓缩系统维护 11-10
- 花都区低温纯水设备厂家 11-10
- 江门化工冶金纯水设备系统维护 11-10
- 潮州定制化纯水设备供应 11-10