- 品牌
- 弘盛科技
- 型号
- 通用
不同行业对纯水设备的设计、材质、水质有明确标准,设备需通过合规性认证方可投入使用。医药行业:需符合GMP(中国)、USP<1231>(美国)、EP(欧洲药典)要求,设备材质需通过FDA认证,水质需满足注射用水或纯化水标准,部分设备需通过CE认证(欧盟)或FDA注册(美国);电子行业:需符合SEMIF47(半导体水质)、SEMIC12(设备材质)标准,产水需满足超纯水指标,设备需具备抗静电与电磁兼容能力;食品行业:需符合GB19298-2014《食品安全国家标准包装饮用水》、3A卫生标准(国际),设备材质需通过NSF认证(美国)或GB4806标准(中国);环保行业(废水回用):需符合GB21900-2008(电镀)、GB4287-2012(纺织)等行业排放标准,设备需通过环保产品认证(中国CCEP)。合规性认证需由第三方机构(如SGS、TÜV、中国食品药品检定研究院)检测,认证内容包括设备材质溶出试验、水质检测、系统密封性测试等。未通过合规性认证的纯水设备,可能面临监管处罚(如医药设备未达GMP要求被停产)或产品召回(如食品设备导致水质超标)。化工企业用广州弘盛纯水设备降低生产废水排放压力。天河区工业大型反渗透纯水设备维修保养

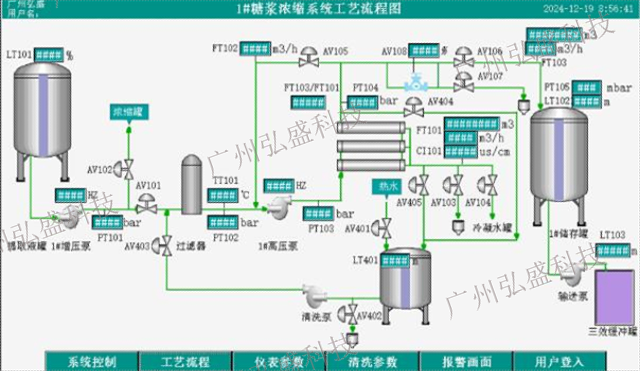
汽车制造配套:广州弘盛纯水设备保障涂装工艺质量汽车电泳涂装工艺中,纯水纯度直接影响涂层附着力与外观,广州弘盛纯水设备为汽车制造行业提供专业支持。设备产出的纯水杂质含量极低,可有效避免涂装过程中出现 、流挂等缺陷,保障涂层光滑均匀。针对汽车厂废水处理需求,集成特种浓缩技术,涂料回收率达 95%,废水回用率 85%, 降低生产成本与环保压力。大型设备可与企业智能化管理系统对接,实现远程监控与集中管理,确保供水连续稳定,成为汽车制造不可或缺的配套设备。韶关低温纯水设备设计方案广州弘盛纯水设备采用 RO - EDI 组合工艺,提升超纯水制备效率。

为适应企业产能扩张与场地限制,现代纯水设备多采用模块化设计,将预处理、反渗透、EDI、后处理等单元拆分为 模块,每个模块具备标准化接口,可灵活组合与扩容。模块化设计的优势包括:安装便捷,模块可在工厂预制完成,现场 需连接管道与电路,安装周期缩短50%以上;维护灵活,单个模块故障时可单独拆卸维修,不影响其他模块运行;扩容方便,当企业用水量增加时,可直接增加反渗透模块或EDI模块,无需更换整个系统,例如原产水量10m³/h的设备,可通过增加2个反渗透膜壳模块,将产水量提升至15-20m³/h。扩容方案需基于原设备的设计余量,例如原水泵扬程需预留20%以上的压力余量,管道直径需适配扩容后的流量,PLC系统需支持模块参数的自动识别与适配。模块化设备尤其适用于中小型企业或新建项目,可根据初期产能投入基础模块,后期逐步扩容,降低初期投资成本,同时避免设备闲置浪费。
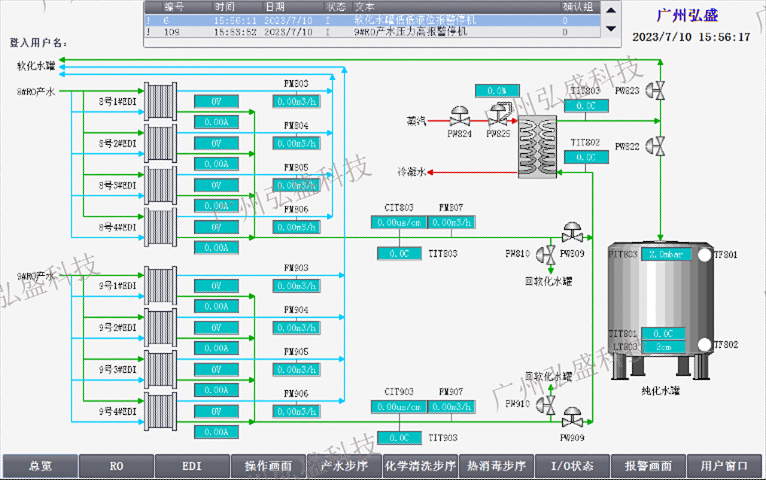
在当今的工业生产和日常生活中,纯水的需求日益增长。广州弘盛科技发展有限公司凭借多年在水处理领域的深耕,研发的纯水设备在市场上备受青睐。其工作原理精妙而高效,首先是预处理环节,通过原水箱储存原水,原水泵将原水输送至石英砂过滤器。石英砂过滤器就如同一位忠诚的卫士,能有效拦截原水中的大颗粒物质,如泥沙、铁锈等,为后续的处理工序减轻负担。接着,水流经活性炭过滤器,活性炭凭借其强大的吸附能力,将水中的余氯以及部分有机物吸附去除,使水质得到进一步净化。这一系列预处理操作,为后续的深度处理奠定了坚实基础,是整个纯水制备过程中不可或缺的前奏。广州弘盛纯水设备能耗降低 25%,符合绿色生产环保标准。

特殊环境适配:广州弘盛纯水设备无惧复杂工况挑战在沿海、化工等特殊环境中,设备易受盐雾、腐蚀影响,广州弘盛纯水设备具备针对性防护设计。采用防盐雾外壳与耐腐蚀部件,适配沿海高盐度、高湿度环境,以及化工行业腐蚀性气体工况。设备运行稳定性强,各部件经严格质量检测,在极端条件下仍能保持稳定产水,水质不受环境影响。无论是高盐碱地区的海水淡化,还是化工园区的纯水供应,都能可靠运行,为复杂环境下的用水需求提供坚实保障。广州弘盛纯水设备压力流量实时监测保障稳定运行。韶关低温纯水设备设计方案
广州弘盛纯水设备定制产水量从 1 吨到 100 吨不等。天河区工业大型反渗透纯水设备维修保养
节能优势:广州弘盛纯水设备降低企业运行成本节能降耗是企业降本关键,广州弘盛纯水设备通过多重技术创新实现高效节能。采用变频供水泵,根据产水需求自动调节转速,避免恒速泵能源浪费;选用低能耗反渗透膜,相同产水率下运行压力降低 0.2-0.3MPa。相比传统设备,能耗降低 30% 以上,一套 10m³/h 产水量的设备年耗电量可减少 1.5 万度。浓水回收系统将水资源利用率提升至 75% 以上,减少新鲜水消耗,同时降低废水处理成本,为企业长期运营节省可观开支。天河区工业大型反渗透纯水设备维修保养

纯水设备的产水率(产水量与进水量的比值)直接影响水资源利用率,传统单级反渗透设备产水率约50-60%,浓水(占进水40-50%)直接排放,造成水资源浪费。目前主流的产水率提升技术包括:反渗透膜排列优化,采用“3:2”或“4:3”多段排列(增加膜组件数量,延长水与膜的接触时间),将单级反渗透产水率提升至75-80%;浓水回收系统,将反渗透浓水(电导率较高但悬浮物较少)回用至预处理阶段,或作为冷却塔补水、车间清洗用水,使整体水资源利用率提升至85%以上;低压高脱盐膜选用,采用低操作压力(0.6-0.8MPa)且高水通量的膜组件(如东丽TM7 -4040),在相同压力下提升产水量15-20%;分段式...
- 河源膜分离纯水设备工艺 2025-11-10
- 潮州糖醇纯水设备供应 2025-11-10
- 云浮EDI超纯水纯水设备维修保养 2025-11-10
- 肇庆茶饮料纯水设备安装调试 2025-11-10
- 花都区低温纯水设备厂家 2025-11-10
- 江门化工冶金纯水设备系统维护 2025-11-10
- 潮州定制化纯水设备供应 2025-11-10
- 惠州染料行业纯水设备生产厂家 2025-11-09
- 江门定制化纯水设备维修保养 2025-11-09
- 增城区医疗用品纯水设备工艺 2025-11-09


- 阳江膜分离纯水设备厂家 2025-11-09
- 福州医药GMP纯水设备 2025-11-09
- 香洲区乳制品纯水设备系统维护 2025-11-09
- 中山乳品加工纯水设备工艺 2025-11-09
- 荔湾区酒纯水设备定制方案 2025-11-09
- 云浮高纯度纯水设备 2025-11-09




- 河源膜分离纯水设备工艺 11-10
- 肇庆果汁生产特种浓缩技术方案 11-10
- 天河区制药行业特种浓缩 11-10
- 潮州糖醇纯水设备供应 11-10
- 云浮EDI超纯水纯水设备维修保养 11-10
- 肇庆茶饮料纯水设备安装调试 11-10
- 白云区新型特种浓缩系统维护 11-10
- 花都区低温纯水设备厂家 11-10
- 江门化工冶金纯水设备系统维护 11-10
- 潮州定制化纯水设备供应 11-10