- 品牌
- 弘盛科技
- 型号
- 通用
不同行业对纯水设备的设计、材质、水质有明确标准,设备需通过合规性认证方可投入使用。医药行业:需符合GMP(中国)、USP<1231>(美国)、EP(欧洲药典)要求,设备材质需通过FDA认证,水质需满足注射用水或纯化水标准,部分设备需通过CE认证(欧盟)或FDA注册(美国);电子行业:需符合SEMIF47(半导体水质)、SEMIC12(设备材质)标准,产水需满足超纯水指标,设备需具备抗静电与电磁兼容能力;食品行业:需符合GB19298-2014《食品安全国家标准包装饮用水》、3A卫生标准(国际),设备材质需通过NSF认证(美国)或GB4806标准(中国);环保行业(废水回用):需符合GB21900-2008(电镀)、GB4287-2012(纺织)等行业排放标准,设备需通过环保产品认证(中国CCEP)。合规性认证需由第三方机构(如SGS、TÜV、中国食品药品检定研究院)检测,认证内容包括设备材质溶出试验、水质检测、系统密封性测试等。未通过合规性认证的纯水设备,可能面临监管处罚(如医药设备未达GMP要求被停产)或产品召回(如食品设备导致水质超标)。广州弘盛纯水设备 7×24 小时技术支持快速响应故障需求。韶关乳品加工纯水设备设计方案
对于大型企业和工业园区,集中供水的纯水设备需要具备强大的处理能力和稳定性。广州弘盛科技发展有限公司的大型纯水设备,采用规模化、集约化的设计理念,单套设备的产水量可达每小时数十吨甚至上百吨。设备配备多组反渗透膜组件和高效的预处理系统,能够连续稳定地生产出高质量的纯水。同时,设备具备冗余设计,即使部分组件出现故障,其他组件仍能保证设备的基本运行,确保供水的连续性。此外,大型纯水设备还可与企业的智能化管理系统对接,实现远程监控和集中管理,提高企业的管理效率和供水安全性。中山制药行业纯水设备解决方案广州弘盛纯水设备维护团队快速排查故障减少停机时间。

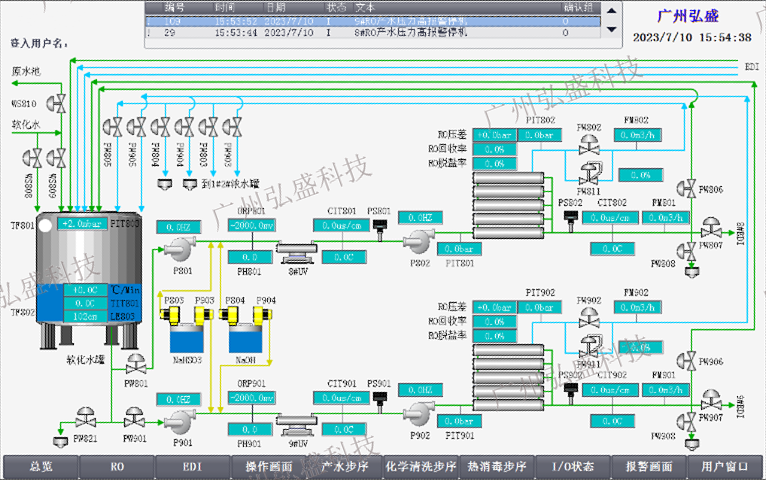
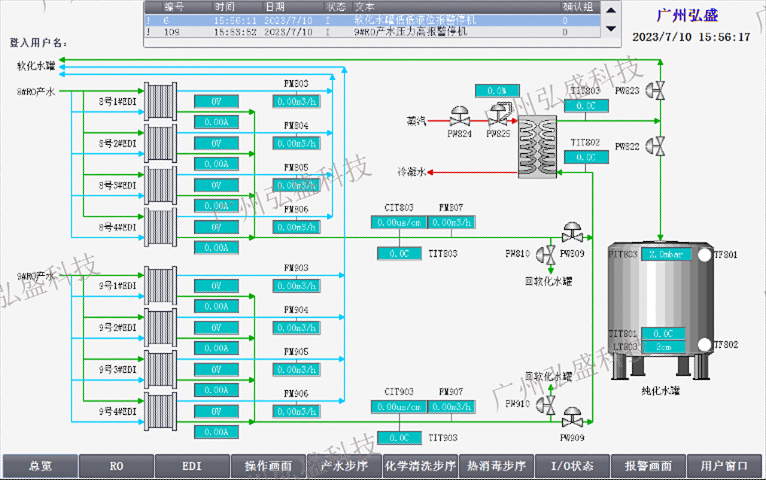
在医药行业,注射用水的制备必须符合GMP(药品生产质量管理规范)要求,而纯水设备是该流程的载体。此类设备通常采用“预处理+双级反渗透+EDI”工艺,先通过多介质过滤器去除原水中的悬浮物、胶体,再经活性炭过滤器吸附余氯与有机物,随后双级反渗透系统将离子去除率提升至99.5%以上,终EDI模块实现深度除盐,使产水电阻率稳定在15-18.2MΩ・cm,满足USP(美国药典)<1231>对注射用水的水质标准。纯水设备的材质选择尤为关键,与水接触的部件需采用316L不锈钢,避免金属离子溶出污染水质,同时设备需配备在线TOC(总有机碳)监测仪与微生物取样口,确保产水持续符合医药生产要求。
化妆品行业(如护肤品、洗发水、彩妆生产)对纯水的需求聚焦于安全性与稳定性,需去除水中的重金属、微生物、有机物与异味,纯水设备需符合GB5296.3-2008《消费品使用说明化妆品通用标签》及欧盟ECNo.1223/2009法规要求。此类设备多采用“预处理+反渗透+紫外线消毒”工艺,预处理阶段通过多介质过滤与活性炭过滤去除悬浮物、余氯与异味,反渗透系统去除重金属(铅≤0.001mg/L、汞≤0.0001mg/L)、农药残留与部分有机物,紫外线消毒(波长254nm)杀灭微生物(细菌总数≤10CFU/mL、霉菌≤1CFU/mL)。对于 护肤品(如精华液、面膜),需增加EDI模块,使产水电阻率≥10MΩ・cm,避免离子影响产品稳定性(如防止有效成分氧化)。纯水设备的材质需符合食品级要求,与水接触部件采用304不锈钢或PP材质,避免材质溶出;设备需定期进行微生物检测与清洁验证,保留检测记录,确保合规性。若纯水水质不达标,会导致化妆品变质(如出现异味、分层)或刺激皮肤(如重金属引发过敏),引发消费者投诉与监管处罚。广州弘盛纯水设备低噪音运行营造安静生产环境。

广州弘盛科技发展有限公司的纯水设备采用的反渗透技术具有诸多明显优势。反渗透膜孔径只 0.1 纳米,这种微小的孔径使得它能够通过高压迫使水分子逆向渗透,从而截留 99% 以上的离子、有机物和微生物。与传统的水处理技术相比,反渗透技术的脱盐率更高,正常情况下可达到≥98%。它对有机物、胶体、微粒、细菌、病毒、热源等都有很高的截留去除作用,能够有效去除水中的各种杂质,生产出高质量的纯水。而且,该技术能耗小,水利用率高,运行费用低于其它脱盐设备,在为用户提供高质量纯水的同时,降低了使用成本,具有良好的经济效益和环境效益。智能控制系统让广州弘盛纯水设备实时监控水质波动自动报警。氯碱化工纯水设备系统维护
广州弘盛纯水设备耐腐蚀材质延长使用寿命减少损耗。韶关乳品加工纯水设备设计方案
电子半导体晶圆清洗、光刻等工艺对水质的纯度要求极高,需去除水中几乎所有离子、微小颗粒与有机物,此时纯水设备需达到超纯水制备标准。这类设备通常以“预处理+反渗透+一级EDI+抛光混床+精密过滤”为 流程,其中预处理阶段需加入阻垢剂防止反渗透膜结垢,反渗透系统采用低污染膜组件以提升产水稳定性,EDI模块通过连续电去离子技术替代传统离子交换树脂,减少化学再生带来的污染风险。 终产水需满足SEMI(国际半导体产业协会)F47标准,电阻率≥18.2MΩ・cm、TOC≤5ppb、颗粒粒径≤0.1μm,且不含硅、硼等微量元素——这些指标需通过纯水设备的在线电阻率仪、激光颗粒计数器实时监控。此外,设备需具备全自动冲洗功能,避免停机时膜组件因浓水滞留产生污染,保障半导体生产的良率。韶关乳品加工纯水设备设计方案

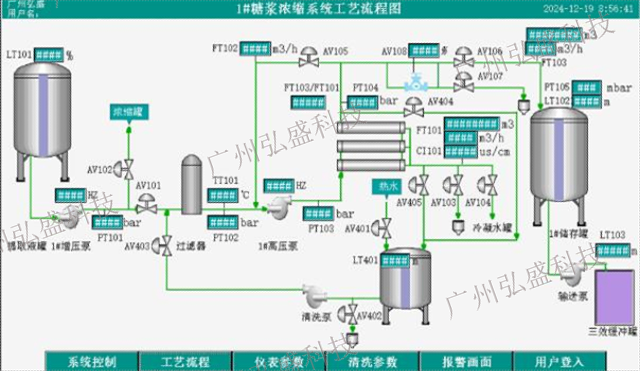
纯水设备的产水率(产水量与进水量的比值)直接影响水资源利用率,传统单级反渗透设备产水率约50-60%,浓水(占进水40-50%)直接排放,造成水资源浪费。目前主流的产水率提升技术包括:反渗透膜排列优化,采用“3:2”或“4:3”多段排列(增加膜组件数量,延长水与膜的接触时间),将单级反渗透产水率提升至75-80%;浓水回收系统,将反渗透浓水(电导率较高但悬浮物较少)回用至预处理阶段,或作为冷却塔补水、车间清洗用水,使整体水资源利用率提升至85%以上;低压高脱盐膜选用,采用低操作压力(0.6-0.8MPa)且高水通量的膜组件(如东丽TM7 -4040),在相同压力下提升产水量15-20%;分段式...
- 河源膜分离纯水设备工艺 2025-11-10
- 潮州糖醇纯水设备供应 2025-11-10
- 云浮EDI超纯水纯水设备维修保养 2025-11-10
- 肇庆茶饮料纯水设备安装调试 2025-11-10
- 花都区低温纯水设备厂家 2025-11-10
- 江门化工冶金纯水设备系统维护 2025-11-10
- 潮州定制化纯水设备供应 2025-11-10
- 惠州染料行业纯水设备生产厂家 2025-11-09
- 江门定制化纯水设备维修保养 2025-11-09
- 增城区医疗用品纯水设备工艺 2025-11-09


- 阳江膜分离纯水设备厂家 2025-11-09
- 福州医药GMP纯水设备 2025-11-09
- 香洲区乳制品纯水设备系统维护 2025-11-09
- 中山乳品加工纯水设备工艺 2025-11-09
- 荔湾区酒纯水设备定制方案 2025-11-09
- 云浮高纯度纯水设备 2025-11-09




- 河源膜分离纯水设备工艺 11-10
- 肇庆果汁生产特种浓缩技术方案 11-10
- 天河区制药行业特种浓缩 11-10
- 潮州糖醇纯水设备供应 11-10
- 云浮EDI超纯水纯水设备维修保养 11-10
- 肇庆茶饮料纯水设备安装调试 11-10
- 白云区新型特种浓缩系统维护 11-10
- 花都区低温纯水设备厂家 11-10
- 江门化工冶金纯水设备系统维护 11-10
- 潮州定制化纯水设备供应 11-10