- 品牌
- 弘盛科技
- 型号
- 通用
广州弘盛科技发展有限公司针对不同行业的独特用水需求,开发出多样化的纯水设备。在生物制药行业,公司提供符合 GMP 标准的纯化水及注射用水制备设备。这类设备采用先进的反渗透、EDI 及多效蒸馏等技术,能深度去除水中热源、微生物、重金属等杂质,确保药品生产用水安全合规。食品饮料行业则配备特定的纯水设备,着重去除水中影响口感与风味的物质,同时保障微生物指标达标,从源头上提升产品品质。对于电子芯片制造行业,超纯水处理设备必不可少,其能产出电阻率极高的超纯水,满足芯片制造过程中光刻、蚀刻等精密工艺对水质的严苛要求。化工电镀行业的设备,侧重于对含重金属废水的处理与回用,通过离子交换、膜分离等技术,实现水资源循环利用与污染减排,助力各行业高效、稳定生产。广州弘盛科技的纯水设备,工艺先进,品质有保障。海口纯水设备联系

广州弘盛科技发展有限公司的纯水设备广泛应用于多个行业,积累了丰富的成功案例。以某生物制药企业为例,我们为其提供的纯化水及注射用水制备系统,经过多年的稳定运行,产出的纯水完全符合药品生产的严格标准,帮助企业顺利通过了多次药品生产质量管理规范(GMP)认证。在食品饮料行业,一些饮料企业使用我们的纯水设备后,产品的口感和品质得到了明显提升,市场竞争力增强。这些成功案例充分证明了我们纯水设备的可靠性和优越性,也为更多企业选择我们的产品提供了有力的参考。佛山超纯水设备推荐厂家实验室用的纯水设备,产水纯度极高,适配科研。

广州弘盛科技发展有限公司的纯水设备具有高效节能的特点。在设计和研发过程中,我们注重采用先进的节能技术和工艺,优化设备的运行参数,降低设备的能耗。例如,通过优化反渗透膜的运行压力和通量,提高水的回收率,减少能源消耗。同时,设备还配备了智能控制系统,能够根据用水需求自动调整设备的运行状态,避免设备在不必要的情况下运行,进一步降低能耗。这种高效节能的设计,不仅能够为客户降低生产成本,还符合环保理念,有助于推动行业的可持续发展。
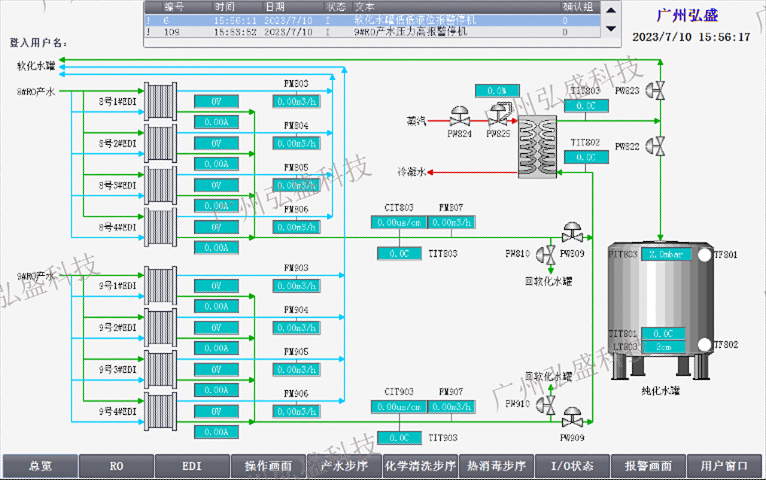
在生物制药领域,水质直接关乎药品质量与安全性。广州弘盛科技发展有限公司的纯水设备,是保障药品生产合规性的关键一环。从原料药制备到药品灌装,各个环节都需超纯水质。公司设备采用先进反渗透及 EDI 技术,能精确去除水中热源、微生物、重金属离子等杂质,产出符合美国药典、欧洲药典及中国药典标准的注射用水和纯化水。像疫苗生产过程,对水质微生物限度要求极高,弘盛科技的纯水设备凭借稳定可靠的运行,确保每一批次疫苗在纯净环境下生产,助力药企满足严苛的 GMP 认证要求,保障患者用药安全。美容机构用纯水设备,提升服务体验。

广州弘盛科技发展有限公司的纯水设备在材质选用上根据不同应用场景和水质要求有所区分。设备的主体结构部分,对于一般工业用水及生活饮用水处理设备,多采用碳钢材质,并进行防腐处理,确保设备坚固耐用且成本合理。在对水质要求极高、防止二次污染的场景,如生物制药、食品饮料行业,设备主体及接触水的部分选用 304 或 316L 不锈钢材质,这类材质具有良好的耐腐蚀性和卫生性能,不会对纯水造成污染。在一些特殊应用,如处理强腐蚀性水质的化工电镀行业,设备则选用耐腐蚀性更强的工程塑料或玻璃钢材质,保证设备在恶劣环境下长期稳定运行,同时保障水质处理效果不受材质影响。美容行业用纯水设备,呵护肌肤健康。厦门化工纯水设备联系
大型纯水设备可实现规模化产水。海口纯水设备联系
广州弘盛科技发展有限公司拥有非常完善的质量管控体系,从纯水设备的原材料采购到成品出厂,每一个环节都严格把关。在原材料采购环节,我们对供应商进行严格筛选,确保原材料的质量符合标准。在生产过程中,设立多个质量检测点,对每一道工序进行检测,及时发现和解决质量问题。成品出厂前,进行多方面的性能检测和质量检验,只有符合标准的产品才能出厂。这种严格的质量管控体系,保证了我们纯水设备的质量稳定可靠,让客户放心使用。海口纯水设备联系

纯水设备的产水率(产水量与进水量的比值)直接影响水资源利用率,传统单级反渗透设备产水率约50-60%,浓水(占进水40-50%)直接排放,造成水资源浪费。目前主流的产水率提升技术包括:反渗透膜排列优化,采用“3:2”或“4:3”多段排列(增加膜组件数量,延长水与膜的接触时间),将单级反渗透产水率提升至75-80%;浓水回收系统,将反渗透浓水(电导率较高但悬浮物较少)回用至预处理阶段,或作为冷却塔补水、车间清洗用水,使整体水资源利用率提升至85%以上;低压高脱盐膜选用,采用低操作压力(0.6-0.8MPa)且高水通量的膜组件(如东丽TM7 -4040),在相同压力下提升产水量15-20%;分段式...
- 河源膜分离纯水设备工艺 2025-11-10
- 潮州糖醇纯水设备供应 2025-11-10
- 云浮EDI超纯水纯水设备维修保养 2025-11-10
- 肇庆茶饮料纯水设备安装调试 2025-11-10
- 花都区低温纯水设备厂家 2025-11-10
- 江门化工冶金纯水设备系统维护 2025-11-10
- 潮州定制化纯水设备供应 2025-11-10
- 惠州染料行业纯水设备生产厂家 2025-11-09
- 江门定制化纯水设备维修保养 2025-11-09
- 增城区医疗用品纯水设备工艺 2025-11-09


- 阳江膜分离纯水设备厂家 2025-11-09
- 福州医药GMP纯水设备 2025-11-09
- 香洲区乳制品纯水设备系统维护 2025-11-09
- 中山乳品加工纯水设备工艺 2025-11-09
- 荔湾区酒纯水设备定制方案 2025-11-09
- 云浮高纯度纯水设备 2025-11-09




- 河源膜分离纯水设备工艺 11-10
- 肇庆果汁生产特种浓缩技术方案 11-10
- 天河区制药行业特种浓缩 11-10
- 潮州糖醇纯水设备供应 11-10
- 云浮EDI超纯水纯水设备维修保养 11-10
- 肇庆茶饮料纯水设备安装调试 11-10
- 白云区新型特种浓缩系统维护 11-10
- 花都区低温纯水设备厂家 11-10
- 江门化工冶金纯水设备系统维护 11-10
- 潮州定制化纯水设备供应 11-10