- 品牌
- 弘盛科技
- 型号
- 通用
广州弘盛科技发展有限公司在纯水设备中引入紫外线杀菌技术,用于杀灭水中的微生物。紫外线杀菌灯发射出波长在 200 - 280nm 之间的紫外线,当水流经紫外线照射区域时,微生物细胞内的核酸(DNA 或 RNA)吸收紫外线能量,导致其分子结构发生变化,形成嘧啶二聚体,从而破坏微生物的遗传物质,使其失去繁殖和自我复制能力,达到杀菌消毒的目的。与传统化学杀菌方法相比,紫外线杀菌无化学残留,不会对水质造成二次污染。弘盛科技合理设计紫外线杀菌器的结构与功率,确保水流在有效照射时间内,获得足够的紫外线剂量,高效杀灭水中的细菌、病毒、藻类等微生物,保障纯水的微生物安全性。纯水设备经过优化,能耗更低更环保。贵阳电子纯水设备厂家

广州弘盛科技发展有限公司的纯水设备通过多介质过滤对原水进行初步净化。多介质过滤器内装填有不同粒径的石英砂、无烟煤、锰砂等过滤介质。原水自上而下通过过滤介质层,水中的悬浮物、泥沙、铁锈等大颗粒杂质,首先被上层粒径较大的无烟煤截留;随着水流继续向下,较小颗粒的杂质被下层粒径较小的石英砂拦截;而锰砂则对水中的铁、锰离子具有一定的氧化与吸附作用。经过多介质过滤,原水的浑浊度大幅降低,为后续深度处理减轻负担。弘盛科技依据原水水质特点,科学合理地选择过滤介质的种类、粒径搭配以及装填比例,并且设置了完善的反冲洗系统,定期对过滤介质进行清洗,恢复其过滤能力,确保多介质过滤环节长期稳定运行。福建小型纯水设备推荐厂家汽车制造需高精度纯水设备,保障涂装质量。

广州弘盛科技发展有限公司的纯水设备在应对突发情况方面具有很强的适应性。例如,在遇到水源水质突然变化时,设备能够通过智能控制系统自动调整运行参数,保证产出的纯水质量不受影响。在遇到停电等突发情况时,设备配备的应急措施能够确保设备的安全,避免设备因突然停电而损坏。这种应对突发情况的能力,为企业的生产提供了可靠的保障,减少了因突发情况导致的生产中断和损失。对于企业来说,纯水设备的运行成本是一个重要的考虑因素。广州弘盛科技发展有限公司的纯水设备通过优化设计和先进的技术应用,有效降低了运行成本。例如,设备采用高效的过滤技术,减少了滤芯的更换频率,降低了耗材成本。同时,通过优化设备的运行参数,提高了水的回收率,降低了水资源的浪费。此外,设备的节能设计也降低了能源消耗,进一步降低了运行成本。综合这些因素,使用我们的纯水设备能够为企业节省大量的运行成本,提高企业的经济效益。
广州弘盛科技发展有限公司的纯水设备多运用反渗透技术。此技术基于半透膜原理,在高于溶液渗透压的作用下,依据其他物质不能透过半透膜而将这些物质和水分离开来。设备中的反渗透膜如同细密滤网,孔径极小,约 0.0001 微米。原水在高压泵施加的压力下,然后流向反渗透膜。水中的大部分杂质,如细菌、病毒、重金属离子、有机物等,因体积大于膜孔径无法通过,被截留在膜的浓水侧,而水分子则透过膜,在淡水侧汇聚形成纯水。弘盛科技精心挑选高质量反渗透膜,并对设备的压力控制、流量调节等系统进行精确设计,确保反渗透过程高效稳定,有效去除水中 95% - 99% 的各类杂质,产出高纯度的水。广州弘盛科技的纯水设备,工艺先进,品质有保障。

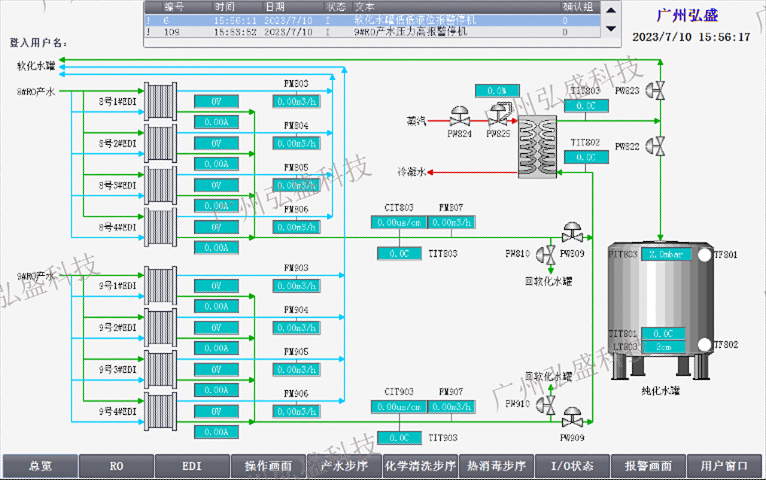
广州弘盛科技发展有限公司的纯水设备在智能化程度上有不同层次。基础型设备具备基本的自动化控制功能,如设备的启停、运行压力监测等,通过简单的控制系统,可实现设备的初步自动化运行,满足一般用户对设备操作简便性的需求。智能型设备则配备先进的 PLC 控制系统与触摸屏操作界面,用户可直观地监控设备运行状态,实时查看水质参数、流量、压力等信息,并能根据实际需求远程调整设备运行参数。此外,智能型设备还具备故障诊断与报警功能,当设备出现异常时,能及时发出警报并提示故障原因,方便维修人员快速排查与解决问题,提高设备运行效率与维护便利性,适用于对设备管理要求较高的企业与场所。纯水设备高效除杂,产出纯净好水,满足多样需求。东莞化工纯水设备销售
学校安装的纯水设备,守护师生健康。贵阳电子纯水设备厂家
广州弘盛科技发展有限公司还提供具有特殊功能的纯水设备。例如,针对一些对水中微生物控制极为严格的行业,设备配备了高级紫外线杀菌与臭氧杀菌双重功能模块。紫外线杀菌通过破坏微生物DNA结构使其失去活性,臭氧杀菌则利用强氧化性杀灭细菌、病毒等,双重杀菌确保水中微生物近乎零存活。对于有水资源循环利用需求的企业,公司的回用水设备具备高效的废水处理与回用功能,通过超滤、纳滤、反渗透及生化处理等多种技术组合,将生产过程中的废水净化后重新回用,降低企业用水成本,实现节能减排。还有为满足高精度水质检测需求的在线水质监测纯水设备,可实时对产水水质进行多参数检测,并将数据传输至中控系统,便于及时掌握水质变化,保障用水质量。 贵阳电子纯水设备厂家

纯水设备的产水率(产水量与进水量的比值)直接影响水资源利用率,传统单级反渗透设备产水率约50-60%,浓水(占进水40-50%)直接排放,造成水资源浪费。目前主流的产水率提升技术包括:反渗透膜排列优化,采用“3:2”或“4:3”多段排列(增加膜组件数量,延长水与膜的接触时间),将单级反渗透产水率提升至75-80%;浓水回收系统,将反渗透浓水(电导率较高但悬浮物较少)回用至预处理阶段,或作为冷却塔补水、车间清洗用水,使整体水资源利用率提升至85%以上;低压高脱盐膜选用,采用低操作压力(0.6-0.8MPa)且高水通量的膜组件(如东丽TM7 -4040),在相同压力下提升产水量15-20%;分段式...
- 河源膜分离纯水设备工艺 2025-11-10
- 潮州糖醇纯水设备供应 2025-11-10
- 云浮EDI超纯水纯水设备维修保养 2025-11-10
- 肇庆茶饮料纯水设备安装调试 2025-11-10
- 花都区低温纯水设备厂家 2025-11-10
- 江门化工冶金纯水设备系统维护 2025-11-10
- 潮州定制化纯水设备供应 2025-11-10
- 惠州染料行业纯水设备生产厂家 2025-11-09
- 江门定制化纯水设备维修保养 2025-11-09
- 增城区医疗用品纯水设备工艺 2025-11-09


- 阳江膜分离纯水设备厂家 2025-11-09
- 福州医药GMP纯水设备 2025-11-09
- 香洲区乳制品纯水设备系统维护 2025-11-09
- 中山乳品加工纯水设备工艺 2025-11-09
- 荔湾区酒纯水设备定制方案 2025-11-09
- 云浮高纯度纯水设备 2025-11-09




- 河源膜分离纯水设备工艺 11-10
- 肇庆果汁生产特种浓缩技术方案 11-10
- 天河区制药行业特种浓缩 11-10
- 潮州糖醇纯水设备供应 11-10
- 云浮EDI超纯水纯水设备维修保养 11-10
- 肇庆茶饮料纯水设备安装调试 11-10
- 白云区新型特种浓缩系统维护 11-10
- 花都区低温纯水设备厂家 11-10
- 江门化工冶金纯水设备系统维护 11-10
- 潮州定制化纯水设备供应 11-10