低压控制柜的绝缘等级需符合标准,防止绝缘老化引发漏电事故,绝缘等级是衡量控制柜内绝缘材料(如导线绝缘层、元件绝缘外壳、柜体绝缘隔板)耐热性能的指标,通常分为 Y、A、E、B、F、H、C 七个等级,每个等级对应不同的允许工作温度(如 A 级为 105℃,B 级为 130℃)。低压控制柜(额定电压低于 1000V)的绝缘等级需符合《低压成套开关设备和控制设备》(GB 7251.1)的要求,根据使用环境温度和元件发热情况选择,通常选用 A 级或 E 级绝缘材料,确保绝缘材料在长期运行中不会因过热老化。绝缘老化会导致绝缘性能下降,出现漏电现象,因此除选用符合等级的绝缘材料外,还需定期检查绝缘状态:每年进行一次绝缘电阻测试,相间、相对地绝缘电阻不小于 1MΩ;若发现绝缘材料出现开裂、变色、发脆等老化现象,需及时更换,防止漏电事故发生。此外,控制柜内还需加装绝缘隔板,将强电元件与弱电元件、不同电压等级的元件隔离,进一步提升绝缘安全性。阿罗仕控制柜均通过严格质量检测,性能稳定。如有需求,我们将竭诚为您服务。锅炉控制柜推荐

落地式控制柜需固定地脚螺栓,防止设备移位或倾倒,落地式控制柜体积大、重量重(通常数十公斤至数百公斤),若未固定或固定不牢固,在运输、安装或长期使用中(如受振动、碰撞)易出现移位,甚至倾倒,导致元件损坏、线路断裂,存在安全隐患。固定时需先在安装地面(通常为混凝土地面)按控制柜底座螺栓孔位置钻孔,放入膨胀螺栓,再将控制柜放置在指定位置,对齐螺栓孔后拧紧螺母,确保地脚螺栓与柜体紧密连接。地脚螺栓的规格需根据控制柜重量确定,如重量小于 100kg 的控制柜,可选用 M12×80mm 膨胀螺栓;重量大于 200kg 的控制柜,需选用 M16×100mm 膨胀螺栓,且每个柜体固定螺栓数量不少于 4 个,分布在柜体底座四角。固定完成后,需检查控制柜是否垂直(用水平仪测量,垂直度偏差不大于 1.5mm/m),防止柜体倾斜导致内部元件受力不均。江苏ccc控制柜企业阿罗仕控制柜结合专业运维,让您的电气系统始终保持良好状态。
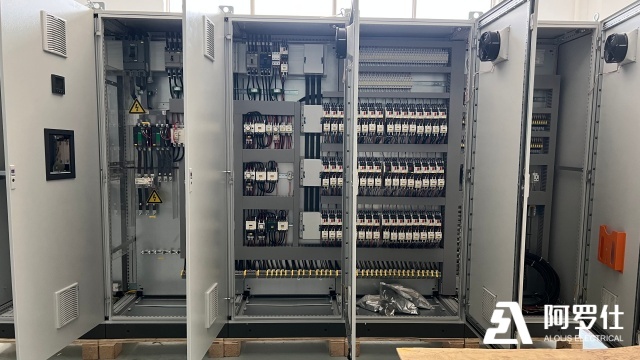
控制柜内的热继电器需根据电机额定电流调整,实现过载保护,热继电器是电机控制回路中的关键保护元件,通过双金属片受热弯曲触发动作,切断控制回路,使接触器分闸,从而保护电机免受过载损坏。热继电器的调整需与电机额定电流匹配:调整时先查看电机的额定电流值(如电机额定电流为 10A),将热继电器的整定电流旋钮调至 10A 左右,若电机为轻载启动(如风机),整定电流可设为电机额定电流的 1.1 倍(11A);若电机为重载启动(如破碎机),整定电流可设为电机额定电流的 1.2 倍 - 1.5 倍(12A-15A),避免电机启动时热继电器误动作。调整完成后需进行测试:启动电机,待电机运行稳定后,测量电机实际电流,若实际电流接近整定电流,需微调整定电流,确保热继电器在电机过载时(如电流达到整定电流的 1.2 倍)能在 2 分钟内动作,在短路时(电流远大于整定电流)不动作(短路保护由断路器承担)。此外,热继电器需定期检查,若发现双金属片变形、触点氧化,需及时更换,确保过载保护功能可靠。
控制柜多采用冷轧钢板制作,部分特殊场景会选用不锈钢提升耐腐蚀性。冷轧钢板具有较高的强度和良好的可塑性,经过剪板、折弯、焊接等工艺加工后,能形成结构稳固的柜体,且表面易于进行静电喷塑等防锈处理,成本适中,适合一般工业、民用等无强腐蚀的环境。而在化工车间、食品加工车间、海边户外等存在腐蚀性气体、液体或高湿度的场景,冷轧钢板易被腐蚀,此时会选用不锈钢材质,常用的 304 不锈钢含铬镍元素,能在表面形成氧化膜,有效抵抗酸碱腐蚀和盐雾侵蚀。不过不锈钢材质成本较高,且加工难度略大,需根据实际使用环境的腐蚀程度合理选择。阿罗仕专业控制柜解决方案,帮您整合分散元件,提升系统集成度。

变频控制柜集成变频器,可实现电机调速,降低能耗并提升运行稳定性,变频器作为主要元件,能将固定频率的交流电(如 50Hz)转换为频率可调的交流电,通过改变电机供电频率调节电机转速,无需通过传统的机械调速方式(如齿轮变速),减少机械磨损。例如在风机、水泵控制中,传统定速电机需通过调节阀门、挡板控制流量,能耗较高;而变频控制柜可根据实际流量需求调节电机转速,如流量需求降低时,电机转速下降,能耗随之减少,通常可节能 30%-50%。同时,变频器还具有软启动功能,能避免电机启动时的大电流冲击(启动电流可从传统的 5-7 倍额定电流降至 1.5 倍以内),保护电机和电网,延长电机使用寿命;此外,变频器还能监测电机电流、温度等参数,出现异常时发出报警并停机,提升运行稳定性。变频控制柜广泛应用于中央空调、水处理、纺织机械等需要电机调速的领域。阿罗仕控制柜提供从定制设计、制造、安装、调试的一站式服务,全程保障电气系统稳定落地。锅炉控制柜推荐
阿罗仕适配自动化生产线的控制柜,实现与设备联动,提升生产节拍。锅炉控制柜推荐
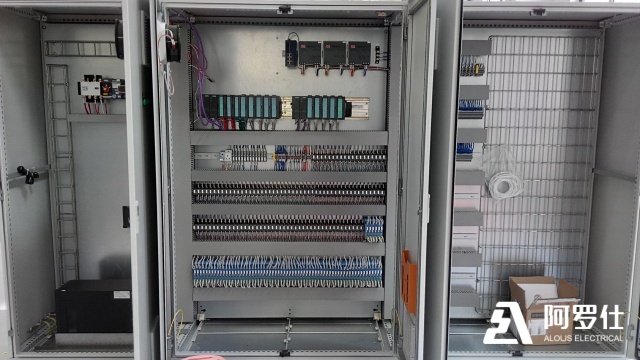
汽车生产线的控制柜需与机器人系统联动,实现自动化装配控制,汽车生产线自动化程度高,需通过控制柜与工业机器人(如焊接机器人、装配机器人、喷涂机器人)联动,完成汽车零部件的焊接、装配、喷涂等工序,确保生产效率和产品质量。联动控制的主要是通过 PLC 模块实现数据交互:控制柜内的 PLC 通过工业以太网(如 Profinet、EtherNet/IP)与机器人控制器连接,接收机器人发送的位置信号、状态信号(如机器人是否到位、是否完成作业),同时向机器人发送控制指令(如启动焊接、调整装配角度)。例如在汽车焊接工序中,控制柜控制工件输送线将工件送至指定位置后,向机器人发送 “焊接准备完成” 信号,机器人接收到信号后开始焊接,焊接完成后向控制柜发送 “焊接完成” 信号,控制柜再控制输送线将工件送至下一工序。此外,控制柜还需集成急停联锁功能,若生产线出现故障,急停按钮触发后,控制柜会立即向机器人发送停机指令,确保人员和设备安全。锅炉控制柜推荐