光伏BIPV系统的安装追求便捷高效。无论是新建工业厂房屋顶直接安装,还是老旧厂房彩钢瓦屋顶更换改造,都强调流程优化。它会根据客户现场情况量身定制解决方案,确保能充分利用屋顶资源。该系统可以支持各种类型的光伏组件,兼容性很强。在安装过程中,提供的安装手册与系统解决方案,有助于简化施工,缩短工期,从而优化项目成本。宁波宇达光伏科技有限公司的光伏BIPV系统,以“便捷安装”为主要设计理念。从新建厂房的一体化铺设到老旧厂房的快速改造,我们提供量身定制的解决方案与清晰的安装指引,极大简化施工流程,缩短工期,助力客户高效、低成本地实现绿色能源转型。爬梯为人员提供安全攀爬通道,方便安装与维护。金华光伏配件一站式解决方案

光伏配件维修以“预防为主、局部更换”为原则,通常无需整体拆卸系统。日常巡检中若发现夹具松动、螺栓锈蚀或压块变形,可单独更换受损部件。操作前须断开对应组串电源,拆除受影响组件,用专门的工具松开连接螺栓,注意保留未损坏的标准件。彩钢瓦夹具若因长期振动导致卡扣失效,应替换为同型号新品,严禁强行复位以免损伤屋面板;水泥屋顶底座若出现沉降,需重新调平支脚并加固配重。对于BIPV屋面,如M水槽接缝处渗水,可清理旧胶后重新打耐候密封胶,严重破损则切割更换局部段。所有维修部位需复测接地连续性,确保电气安全。建议建立配件备件库,储备常用型号以缩短停机时间。宁波宇达光伏科技有限公司提供维修指导与原厂配件供应,支持快速恢复系统完整性。徐州光伏配件一站式系统塑料或橡胶防雨帽,防水耐腐,密封良好,抵御风雨。

面对潮湿、盐雾或工业大气环境,光伏配件的防腐能力直接影响系统寿命。常见做法是在碳钢基材上覆盖热镀锌层,厚度不低于80微米;在腐蚀更严苛的区域,则采用镀铝锌(含55%铝)或锌镍合金电镀层,后者通过阴极保护机制延缓基材氧化。不锈钢配件多选用SUS304材质,适用于近海或化工厂周边项目。所有金属接触面避免异种金属直接搭接,防止电化学腐蚀。安装时,切割或钻孔部位需补涂富锌漆,恢复防护连续性。配件设计尽量减少缝隙和积水区域,降低腐蚀风险。定期巡检中若发现白锈或点蚀,应及时处理。宁波宇达光伏科技有限公司提供多种防腐等级的配件选择,依据环境类别匹配合适表面处理工艺。
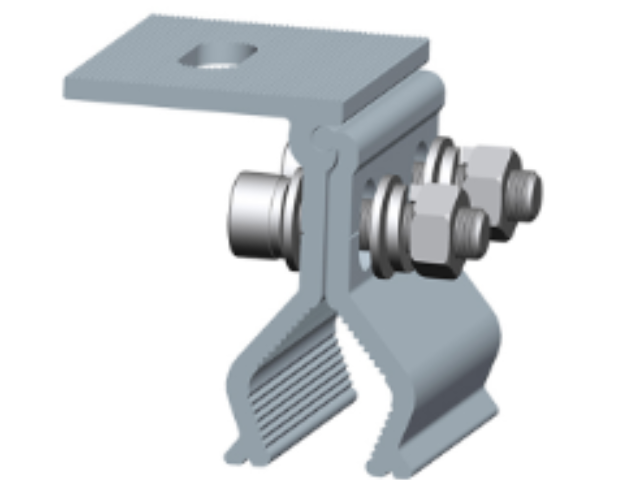
光伏配件本身通常无需专门清洗,但与其紧密关联的光伏组件表面若积尘、鸟粪或盐雾沉积,会间接影响系统效率,而清洗过程中的操作方式却直接关系到配件的寿命与安全。建议采用软毛刷、低压喷淋(水压≤0.5MPa)配合去离子水或中性清洁剂进行冲洗,严禁使用高压水枪直冲支架连接节点、夹具卡口或压块螺栓,以免破坏防腐层或导致松动。在沿海或工业区项目中,若配件表面出现白色盐结晶或黑色硫化物附着,可用湿布蘸取少量弱碱性溶液轻拭,随后用清水冲净并擦干,防止局部腐蚀加速。铝合金配件忌用含氯清洁剂,碳钢镀锌件避免强酸强碱接触。清洗作业应避开高温正午时段,防止热胀冷缩引发微裂纹。更重要的是,定期检查配件是否有锈迹、变形或螺栓松动,比单纯“清洗”更能保障系统长期稳定。宁波宇达光伏科技有限公司建议客户将配件状态纳入常规巡检范围,结合组件清洗同步完成目视检查。压块紧密贴合组件边框,防止其在风力下位移脱落。

正规光伏配件三角连接件需同时满足结构安全、工艺规范与可追溯三大特征。材质上应采用Q235B或Q355B碳钢,提供材质证明书;厚度不低于2.0mm,关键受力部位加厚至2.5mm以上;焊接采用满焊或机器人MIG焊,焊缝平整无气孔;表面热浸镀锌层厚度≥80μm,附着力通过划格法测试。产品须标注厂家标识、规格型号及执行标准(如NB/T10117),并附带出厂检测报告,包含拉力、盐雾等数据。安装孔位按模数化设计,兼容主流螺栓规格(M8/M10),角度误差≤±1°。非正规产品常存在偷工减料——如用薄板冲压代替折弯、省略镀锌后钝化处理、或无任何标识,长期使用易断裂失效。项目验收时可通过磁性测厚仪、游标卡尺及目视检查初步判断。宁波宇达光伏科技有限公司生产的三角连接件均按照行业规范制造,每批次留样备查,确保结构可靠、来源可溯。光伏配件插头要选择导电性好且接触稳定的类型,这样才能保障光伏系统电力传输的顺畅。宁波光伏配件
不锈钢准确BIPV准确配件将建筑功能与光伏发电结合,兼具耐用性与美观性,适配各类光伏建筑一体化项目。金华光伏配件一站式解决方案
光伏配件的加工过程融合了精密金属成型与表面防护技术,以确保在户外严苛环境下长期稳定运行。主流工艺始于原材料开卷校平,随后根据设计图纸进行数控冲孔、激光切割或辊压成型——例如C型钢导轨通过连续辊压机一次成型,保证全长直线度误差小于1.5mm/m;压块、夹具等复杂件则多采用多工位冲压,实现高效率与尺寸一致性。关键受力部位如螺栓孔周边常做去毛刺与倒角处理,防止应力集中。焊接件(如三角连接件)采用机器人CO₂保护焊,焊缝经打磨后整体热浸镀锌,锌层厚度不低于80微米。铝合金配件则通过挤压加T5时效处理提升强度,并进行阳极氧化着色以增强耐候性。所有工序均在ISO质量管理体系下执行,成品需经过盐雾测试、拉力试验及尺寸抽检。宁波宇达光伏科技有限公司拥有从下料、成型到表面处理的全流程生产线,可按项目需求灵活调整工艺参数,保障配件性能与交付周期。金华光伏配件一站式解决方案