光伏支架与光伏组件的适配性在光伏发电系统中非常重要。光伏支架要能够稳定地支撑光伏组件,并且要与光伏组件的尺寸、重量等参数相匹配。如果支架与组件不匹配,可能会导致组件安装不牢固,影响发电系统的稳定性。同时,光伏支架的角度调节功能也要与光伏组件的特性相适应,这样才能让光伏组件充分接收阳光。宁波宇达光伏科技有限公司在设计研发光伏支架时,充分考虑与光伏组件的适配性,确保两者能够完美结合,提高光伏发电系统的整体性能。屋顶光伏支架 c 型钢经过准确测算,在满足承重需求的同时尽可能减轻自身重量。巴中BIPV光伏支架
光伏支架的角度调节功能基于一套完整的自动追踪系统实现。该系统通过光传感器实时监测太阳位置,将光照角度数据传送至控制器,再由控制器驱动支架的调整机构,从而改变光伏组件的倾角与朝向。在实际运行中,该系统能够根据太阳的轨迹变化持续进行跟踪调节,使光伏组件始终保持较高的受光效率。通过准确的角度控制,可明显提升光伏系统的整体发电量。宁波宇达光伏科技有限公司在支架跟踪系统中集成高精度传感器与智能控制算法,不断优化调节响应速度与定位准确性,为光伏电站的高效稳定运行提供可靠技术支持。丽水锌铝镁光伏支架屋顶光伏支架贴合当地建筑屋顶结构,安装后牢固可靠且不会破坏屋顶原有防水层。

光伏支架焊接主要用于非标结构或重型地面系统,对工艺与人员资质要求较高。常用方法为CO₂气体保护焊,因其熔深大、效率高且适合薄板作业。焊接前需消除母材表面油污与氧化皮,坡口角度控制在30°–45°以保证熔合质量。焊缝高度不得低于较薄板厚度,关键受力部位需满焊,避免点焊或虚焊。焊后必须消除飞溅并做防锈处理——普通支架需补涂富锌漆,热镀锌件则尽量避免现场焊接,因高温会破坏锌层。若无法避免,焊缝区域须经喷砂除锈后重做局部镀锌或采用冷喷锌工艺。焊接质量检验包括目视检查、锤击测试及必要时的超声波探伤。为减少现场焊接,主流厂商倾向采用螺栓连接或预焊模块化单元。宁波宇达光伏科技有限公司在厂内完成90%以上焊接工序,所有焊工持证上岗,焊缝经100%质检,确保出厂产品结构完整可靠。
C型钢是光伏支架系统中常用的结构材料之一,因其截面形状呈“C”字形而得名。这种型材具有较好的抗弯性能和加工适应性,便于打孔、切割与组装,普遍应用于屋顶及地面支架的主梁或次梁结构。在分布式项目中,C型钢常与夹具配合,用于固定光伏组件边框;在集中式电站中,则多作为支撑导轨或立柱使用。其表面通常经过热镀锌处理,以提升耐腐蚀能力。C型钢的规格多样,高度、翼缘宽度及厚度可根据荷载需求调整,但需注意不同厂家的产品可能存在尺寸公差,影响配件兼容性。选型时应结合项目跨度、组件排布及环境条件综合判断。宁波宇达光伏科技有限公司提供多种规格的镀锌C型钢,适配自有支架体系,也支持按需定制,满足不同工程对结构强度和安装效率的要求。彩钢瓦屋顶常用夹具式光伏支架,无需钻孔,避免屋顶漏水风险。

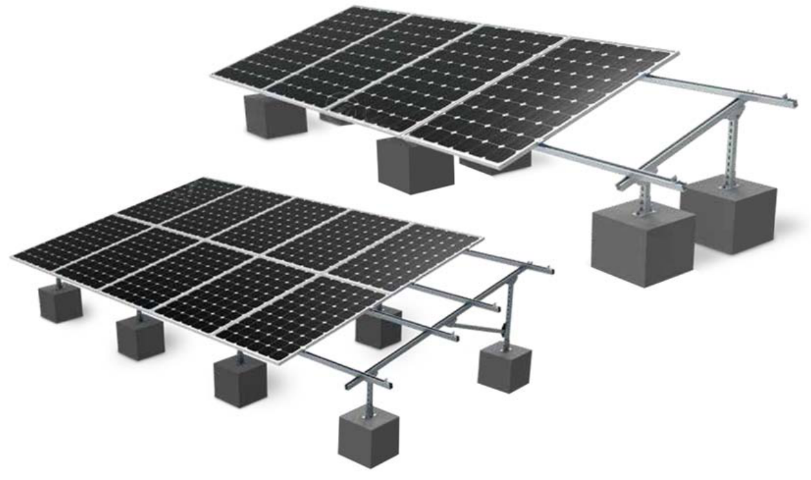
大型光伏电站的稳定运行离不开光伏支架的支持。光伏支架作为光伏发电系统的重要组成部分,承担着支撑光伏组件的重任。在大型光伏电站中,大量的光伏组件需要稳固的支撑,稳定的支架能够确保这些光伏组件在各种环境下都能正常工作。同时,光伏支架还能准确调节角度,让光伏组件充分接收阳光,提高发电效率。如果没有可靠的光伏支架,大型光伏电站的发电效率和稳定性都会受到影响。宁波宇达光伏科技有限公司有着丰富的经验和严格的质量管理,其生产的光伏支架能满足大型光伏电站的需求。光伏支架的驱动系统多采用电机驱动,部分小型支架可用液压驱动。防腐蚀光伏支架解决方案
车棚光伏支架可实现遮阳停车与光伏发电双重功能,为商业和民用场景提供多元价值。巴中BIPV光伏支架
光伏支架的开发与应用涉及结构力学、材料科学及安装工艺等多方面技术。结构设计需掌握荷载计算、稳定性分析及节点优化方法,确保在风、雪等外力作用下保持安全。材料选择需了解不同金属的腐蚀机理与防护手段,例如热镀锌层厚度与盐雾寿命的关系。生产工艺方面,冲孔精度、折弯角度控制及焊接质量直接影响产品一致性。安装技术则关注如何在不破坏屋面的前提下实现牢固固定,以及如何高效完成大规模部署。此外,BIPV或跟踪式支架还需融合建筑一体化或机电控制知识。技术能力体现在细节处理上,如排水导向、热胀补偿、电气连续性等。宁波宇达光伏科技有限公司在支架研发中结合工程实践与行业标准,持续优化产品结构与装配逻辑巴中BIPV光伏支架