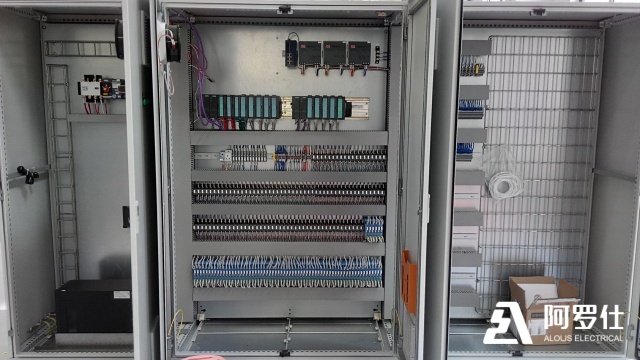
工业控制柜常集成 PLC 模块,实现对生产设备的自动化控制。PLC 模块作为工业自动化的主要控制单元,能通过编程接收传感器(如温度传感器、压力传感器)传输的信号,再根据预设逻辑向执行元件(如接触器、电磁阀)发送指令,实现设备的自动启停、参数调节、故障报警等功能。例如在汽车焊接生产线中,PLC 模块可控制机械臂的焊接位置、焊接时间,同时监测焊接电流、温度等参数,若参数异常则立即停止作业并发出报警。相较于传统继电器控制,PLC 控制具有编程灵活、响应速度快、故障率低的优势,能大幅提升生产效率和设备运行稳定性,目前已广泛应用于机械制造、电子加工、食品包装等工业领域的控制柜中。融入节能设计的阿罗仕控制柜,保障性能的同时帮您降低能耗,节省运营成本。苏州eac控制柜

控制柜安装时需可靠接地,接地电阻应小于 4Ω,保障用电安全。接地的主要作用是当柜体或内部元件绝缘损坏出现漏电时,漏电电流能通过接地装置导入大地,避免柜体带电导致人员触电,同时触发漏电保护器动作,切断电源。接地电阻若大于 4Ω,漏电电流会减小,可能无法达到漏电保护器的动作电流阈值,导致保护器不动作,存在安全隐患。安装时需采用接地极(常用镀锌角钢,规格不小于 50mm×50mm×5mm,埋深不小于 0.6 米),接地极与柜体之间用接地干线(铜排或多股铜芯线,截面积不小于 16mm²)连接,且接地连接处需去除氧化层并涂防锈漆。安装完成后,需用接地电阻测试仪检测接地电阻值,确保符合小于 4Ω 的要求,尤其在潮湿、土壤电阻率高的地区,可能需增加接地极数量或采用降阻剂降低接地电阻。机器人控制柜定制阿罗仕控制柜兼顾品质与性价比,帮您在保证质量的同时控制前期投入。

锂电储能系统配套的控制柜需集成充放电控制器与电池管理模块,保障锂电安全稳定运行。锂电储能系统中,锂电池存在过充、过放、过温等安全隐患,充放电控制器可实时调节充电电流和放电电流,当电池电压达到上限时切断充电回路,避免过充导致电池鼓包、起火;当电压低于下限时切断放电回路,防止过放影响电池寿命。电池管理模块(BMS)则通过采集每节电池的电压、温度、 SOC( State of Charge,剩余电量)等参数,判断电池状态,若某节电池温度过高或电压异常,会立即发出报警并联动充放电控制器停止工作。此外,该类控制柜还会集成绝缘监测模块,防止电池漏液导致柜体漏电,广泛应用于家庭储能、工商业储能电站等场景,是锂电储能系统的 “安全卫士”。
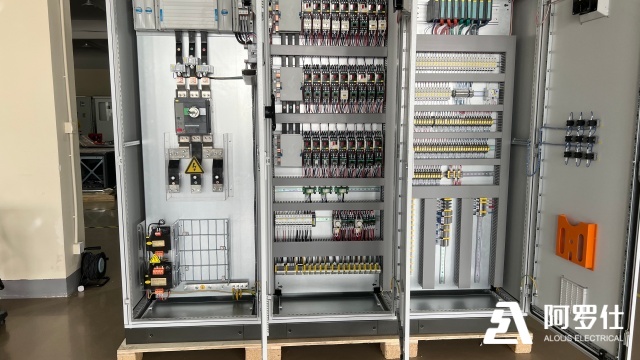
控制柜出厂前需进行通电测试,验证控制逻辑和保护功能是否正常,这是确保控制柜产品质量、避免安装后出现故障的关键环节。通电测试前需先进行外观检查和绝缘电阻测试,确保柜体无变形、元件安装牢固、导线连接正确,绝缘电阻(相间、相对地)不小于 1MΩ。通电测试时,先接通控制回路电源,测试 PLC 编程逻辑是否符合设计要求,如按钮控制电机启停、指示灯状态是否与回路状态一致;再接通主回路电源,测试保护功能:模拟过载故障(通过调大负载电流),检查热继电器是否能及时动作切断回路;模拟短路故障(通过短接导线),检查断路器是否能快速分断;模拟漏电故障,检查漏电保护器是否能正常动作。测试过程中需记录各项参数(如动作时间、动作电流),若发现控制逻辑错误或保护功能失效,需及时调整元件参数或修改 PLC 程序,直至所有测试项目合格后,控制柜才能出厂。阿罗仕适配自动化生产线的控制柜,实现与设备联动,提升生产节拍。
控制柜内线缆需贴附清晰标识牌,标注回路编号与用途,便于故障排查时快速定位,控制柜内线缆数量多、种类杂(如主回路线缆、控制回路线缆、信号线缆),若缺乏标识或标识模糊,故障排查时需逐根核对线缆,耗时费力,甚至可能误判回路导致故障扩大。标识牌需采用耐温、耐磨损的材质(如 PVC 标识牌、金属标识牌),标注内容包括回路编号(如 L1、L2、L3 为主回路,K1、K2 为控制回路)、回路用途(如 “电机 M1 供电回路”“PLC 输入信号回路”)、线缆规格(如 “4mm² 铜芯线”),标识牌需贴附在线缆两端(靠近接线端子处),部分较长的线缆需在中间位置增加标识牌。标识牌的标注方式需统一,遵循企业或行业的电气制图标准,确保所有运维人员能快速识别。此外,控制柜内还需张贴线缆布置图,与标识牌配合使用,进一步提升故障排查效率,尤其在自动化控制控制柜、数据中心控制柜等线缆密集的场景,清晰的线缆标识尤为重要。阿罗仕控制柜提供从定制设计、制造、安装、调试的一站式服务,全程保障电气系统稳定落地。常州锅炉控制柜盘柜厂
从控制柜设计、制造、安装、调试,阿罗仕一站式服务帮您省去多方对接,高效省心。苏州eac控制柜
控制柜需每半年进行一次内部除尘,可使用压缩空气轻柔吹扫,避免灰尘影响元件散热,控制柜在长期运行中,空气中的灰尘会在元件表面、散热片、线槽内积聚,若灰尘过多,会覆盖元件表面的散热片,阻碍热量散发,导致元件温度升高,加速绝缘老化,甚至引发短路故障;同时,灰尘还可能进入元件内部,影响触点接触,导致接触不良。因此,需每半年进行一次内部除尘,除尘前需先切断控制柜电源,确保安全;除尘时使用压缩空气(压力控制在 0.2MPa-0.4MPa),通过喷嘴轻柔吹扫元件表面、散热片、线槽,避免压力过大导致元件松动或损坏;对于不易吹扫的角落,可使用毛刷轻轻清理,清理后的灰尘需及时排出柜外,避免二次积聚。除尘过程中需同时检查元件状态,如接线端子是否松动、绝缘材料是否老化、密封胶条是否完好,若发现问题需及时处理。在粉尘浓度高的环境(如冶金车间、木工车间),需缩短除尘周期,改为每 3 个月一次。苏州eac控制柜