除此之外,还有泡沫塑料成型模具、玻纤增强塑料低压成型模具等等。其它分类(1)热流道模具借助加热装置使浇注系统中的塑料不会凝固,也不会随制品脱模,所以又称无流道模。优点:1)无废料 2)可降低注射压力,可以采用多腔模 3)可缩短成型周期 4)提高制品的质量 适合热流道模塑料的特点:5)塑料的熔融温度范围较宽。低温时,流动性好,高温时,具有较好的热稳定性。6)对压力敏感,不加压力不流动,但施加压力时即可流动。7)比热性好,以便在模具中很快冷却。可用热流道的塑料有PE,ABS,POM,PC,HIPS,PS。常用的热流道有两种:1)加热流道模 2)绝热流道模。无导引型:模具安装于冲床时直接进行其刃件之对合作业,不使用引导装置。无锡质量内高压模具工厂直销

整形阶段:提高内压使过渡R角完全贴合模腔,完成**终成形。二、模具特点结构复杂性模具型腔需精确匹配零件形状,尤其是弯曲轴线或多通管零件,需通过预弯管坯或复杂分型面设计实现。模具需承受超高压(通常100-400MPa,比较高达1000MPa)和轴向补料力,合模力通常在3500吨以上,对模具材料强度和刚性要求极高。密封与耐磨设计管端密封由冲头与模具挤压形成刚性密封,密封段易磨损,需采用耐磨镶块(如硬质合金)提高寿命。模具表面需高精度抛光,减少摩擦,防止管坯表面划伤。天宁区定制内高压模具哪里买能够制造出复杂形状和高精度的零件,适用于航空航天、汽车等行业。
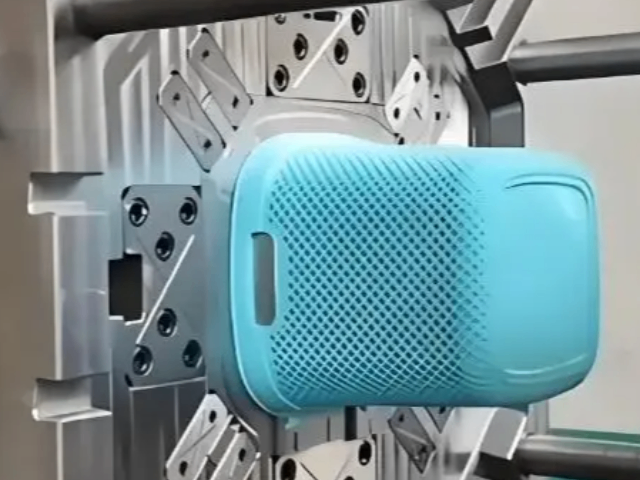
模具需选用机械强度高的合金钢,成型零件硬度需达到HRC52左右,并采用数控加工、电火花加工、线切割等高精度制造工艺 [4-8]。该技术适用于小批量试制及精密零部件制造,关键环节涉及模温控制、防变形设计与精密加工。目前国内高精度模具半数以上依赖进口,**技术集中于材料适配性优化、模流分析及精密成型工艺的系统集成。产品广泛应用于消费电子、汽车配件、医疗器械、航空航天及新能源汽车等领域复杂结构零件的生产 [3] [5] [8]。精密注塑模具是一种通过高压将熔融树脂注入金属模腔,经冷却固化后成型精密制品的装置 [1]。其**目标在于确保制品尺寸公差,一般要求模具的尺寸公差应控制在制品尺寸公差的1/3以下 [4]。精密注塑模具成型的制品尺寸精度极高,可达0.01mm以下,在**应用场景下可稳定在0.01-0.001mm [5]。
在航空航天与**领域,内高压成形技术用于制造火箭燃料贮箱箱底、飞机机身零件、雷达异形管件及各类弹壳等 [3] [7] [16]。例如,哈尔滨工业大学团队于2018年采用双向可控加压流体高压成形新技术,在国际上***直接成形出直径3米级的运载火箭燃料贮箱薄壁整体箱底 [16]。在民用工业领域,其应用涵盖家电(如洗衣机钢桶、冰箱背板)、卫浴(如水龙头管件)、五金制品、医疗设备、核电及轨道交通管路配件等 [3] [11内高压成形技术的发展趋势包括超高压成形,成形压力向600MPa甚至1000MPa发展,以及新成形工艺如拼焊管内高压成形、双层管内高压成形。针对铝合金、镁合金、钛合金等轻合金材料,发展了热态内压成形技术 [4] [17]。工艺智能化与模拟方面,AutoForm等软件可用于液压成形全过程的虚拟试验,优化模具设计和工艺方案 [2]。目前,国内内高压成形产业未形成规模,尤其一些中、***车所需的内高压成形件仍然依靠进口,**技术需进一步突破 [17]。]。飞机机身结构件、发动机零件、航天器构件等,利用内高压成形制造复杂空心结构,减轻重量并提高性能。

对于轴线为曲线的零件,需要把管坯预弯成接近零件形状,然后加压成形。 [6]内高压成形工艺过程主要分为三个阶段:初始充填阶段、成形阶段和整形阶段。初始充填阶段将管坯放入模腔并合模,两端的轴向冲头水平推进形成密封,通过预充液体将管内空气排出;成形阶段在管坯加压胀形的同时,冲头按设定的加载曲线向内推进补料,在内压和轴向补料的联合作用下使管坯基本贴靠模具;整形阶段提高内压使过渡R角完全贴合模腔,工件完成**终成形。 [4] [6]随着技术的不断发展,内高压模具的工艺和材料也在不断创新,推动了制造业的进步。金坛区常规内高压模具货源充足
底盘件:副车架、控制臂、转向节等,通过内高压成形实现单工序成形,减少焊接和机加工量。无锡质量内高压模具工厂直销
冷却系统设计:模具温度对成型收缩率影响很大,必须使模具保持在规定温度范围内,且温度不随时间变化而变化,多型腔模具各型腔间温差也不得变化。冷却系统设计要确保冷却均匀,防止因冷却不均导致制品变形,一般采用循环水冷却,冷却水道应围绕型腔均匀分布,保证冷却水流速和流量稳定。对于大型精密注塑模具,可采用分区冷却方式,针对不同部位的热量分布,调整冷却水流速和温度,如在制品壁厚较厚、热量集中的区域,增加冷却水道数量或提高水流速度,以提高冷却效率,减小收缩变形 [7]。无锡质量内高压模具工厂直销
常州泰信新能源科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在江苏省等地区的汽摩及配件行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将** 泰信供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
对于结晶性塑料,如聚乙烯(PE)、聚丙烯(PP)等,较高的模具温度有助于塑料结晶均匀,提高制品的尺寸...
【详情】(3) 热流道模具:此类模具结构与细水口大体相同,其比较大区别是流道处于一个或多个有恒温的热流道板及...
【详情】除此之外,还有泡沫塑料成型模具、玻纤增强塑料低压成型模具等等。其它分类(1)热流道模具借助加热装置使...
【详情】根据浇注系统型制的不同可将塑料模具分为三类:(1)大水口模具:流道及浇口在分模线上,与产品在开模时一...
【详情】压模材料的耐磨性、耐腐蚀性、抗断裂能力决定了其性能和寿命 [3]。通过拓扑优化、仿生蜂窝结构等设计可...
【详情】(3)挤塑成型是使处于粘流状态的塑料,在高温和一定的压力下,通过具有特定断面形状的口模,然后在较低的...
【详情】在航空航天与**领域,内高压成形技术用于制造火箭燃料贮箱箱底、飞机机身零件、雷达异形管件及各类弹壳等...
【详情】模具种类很多根据加工对象和加工工艺可分为:①加工金属的模具。②加工非金属和粉末冶金的模具。包括塑料模...
【详情】是把由挤出或注射制得的、尚处于塑化状态的管状或片状坯材趋势固定于成型模具中,立刻通入压缩空气,迫使坯...
【详情】整形阶段:提高内压使过渡R角完全贴合模腔,完成**终成形。二、模具特点结构复杂性模具型腔需精确匹配零...
【详情】根据浇注系统型制的不同可将塑料模具分为三类:(1)大水口模具:流道及浇口在分模线上,与产品在开模时一...
【详情】该技术属于现代液压成形领域 [2],适用于直径25-200mm、壁厚1-8mm的管件制造,在汽车进排...
【详情】