- 品牌
- 提曼
- 型号
- ST型
- 类型
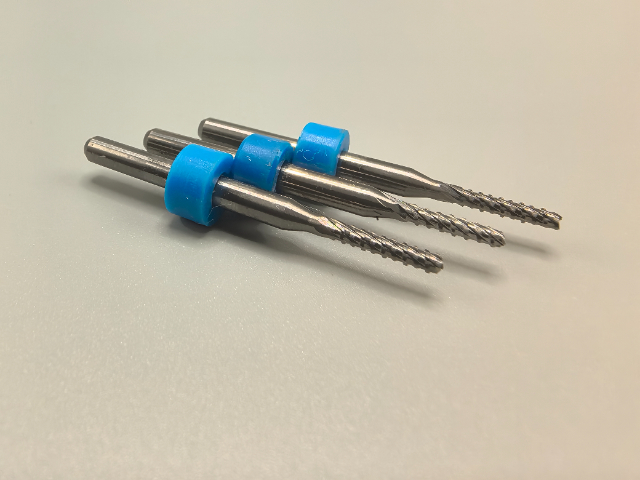
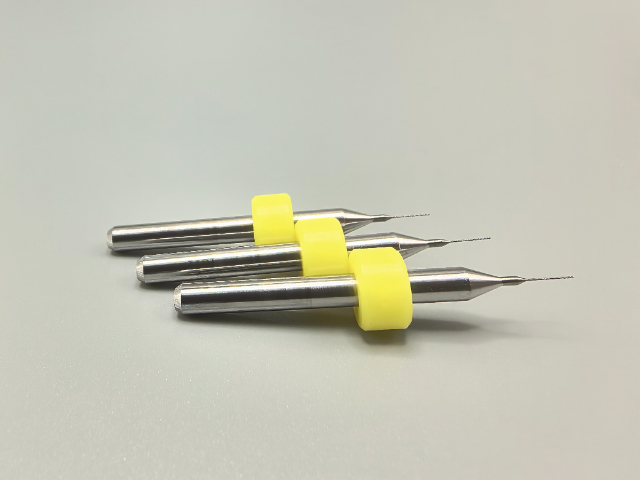
- ST型双刃双槽钻针
- 材质
- 钨钢
- 涂层
- 是
- 进口
- 否
- 是否标准件
- 是
微钻的市场前景极为广阔,源于其性能。它具备高精度加工能力,能够在微小尺度上实现精细操作,满足电子、等对精度要求极高的行业需求。在电子芯片制造中,微钻可精细钻孔,确保芯片电路连接的稳定性,助力电子产品向更小、更智能方向发展,这无疑为微钻在电子领域开辟了巨大的市场空间。从应用领域来看,微钻的市场前景更是多元且充满潜力。除了电子行业,在航空航天领域,微钻可用于制造高精度的零部件,提升飞行器的性能与安全性;在汽车制造中,能助力实现轻量化与精密化生产,满足汽车行业不断升级的技术要求。随着科技的持续进步,各行业对微钻的需求呈上升趋势。微钻的技术不断创新,成本逐渐降低,使其市场渗透率进一步提高。未来,微钻有望在更多新兴领域崭露头角,如新能源、科技等。微钻凭借其出色的性能、广泛的应用领域以及不断拓展的市场空间,展现出令人瞩目的市场前景。对于寻求创新与突破的企业而言,抓住微钻这一机遇,无疑能在市场竞争中占据先机,开启新的发展篇章。选择我们的微钻,就是选择精细、可靠的加工解决方案,让您的产品在市场中脱颖而出。重庆铠甲涂层PCB钻针减少换刀次数

芜湖凯博科技股份有限公司深耕微钻领域多年,专注于微型钻头与铣刀的研发、生产及销售。依托技术与严苛品控,公司产品以高精度、高耐用性、高适配性赢得市场认可,成为电子、航空航天等精密制造领域的合作伙伴。产品与特征微型钻头系列超精密切削:采用超细晶粒硬质合金材料,经特殊热处理工艺打造,刃口精度可达0.001mm,确保微小孔径加工的尺寸一致性。多元规格覆盖:直径范围0.1mm-3.0mm,涵盖直柄、锥柄等多种型号,支持定制非标准刃型,满足不同材料加工需求。抗磨损设计:表面涂层采用纳米级TiAlN技术,摩擦系数低至0.2,使用寿命较传统产品提升30%以上。吉林双槽双刃PCB钻针可达0.02超微钻技术其能够在坚硬材料上实现高精度钻孔,满足复杂构件的加工要求,助力飞行器与汽车实现更轻量化的设计目标。

芜湖凯博科技股份有限公司成立于2006年,位于安徽省芜湖市高新科技产业开发区。自成立以来,公司始终专注于微型钻头领域的研发、生产与销售。我们汇聚了一批技术人才,组建了实力强劲的研发团队,不断资源进行技术创新,在微型钻头的材料选择、几何参数设计等方面取得了成果。公司生产的微型钻头,凭借过硬的质量、的性能,在市场上广受赞誉。无论是在加工精度,还是使用寿命上,都能满足客户的高要求。多年来,我们的产品已广泛应用于电子、机械多个行业,与众多企业建立了长期稳定的合作关系。未来,芜湖凯博科技将继续秉持创新精神,为客户提供更的微型钻头产品与服务。
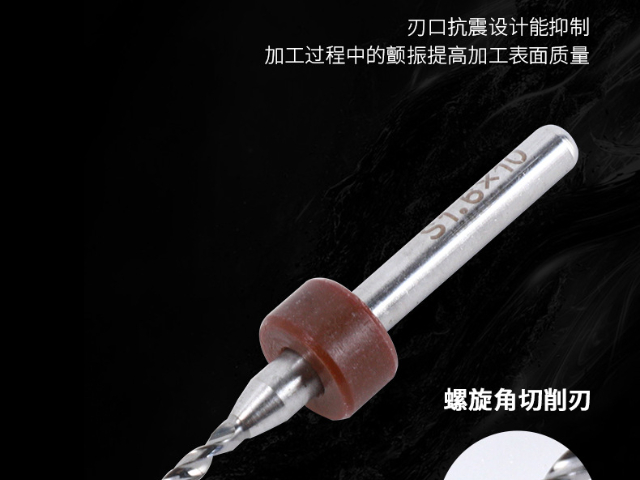
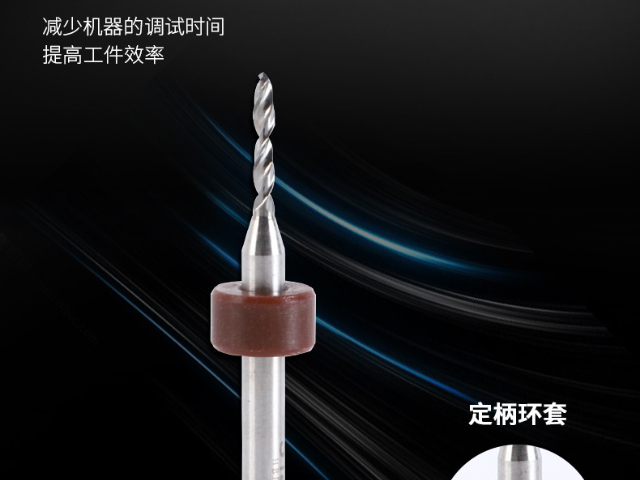
在精密加工领域,微钻的参数性能,成为众多企业的优先利器。我们的微钻参数经过精心设计与严格测试,每一项都彰显着对品质与效率的不懈追求。微钻的直径参数精细至微米级,这一精细规格确保了在微小孔径加工中的极高精度。无论是电子芯片制造中的微小引脚孔,还是精密仪器中的细小散热孔,微钻都能凭借其精确的直径参数,实现孔径的完美,为产品的高性能奠定基础。其螺旋角参数经过优化设计,能提升排屑效率。在高速钻孔过程中,产生的碎屑会迅速沿着螺旋槽排出,避免了碎屑堆积对加工造成的影响,提高了加工的稳定性和连续性,让生产效率得到明显提升。再者,微钻的切削刃参数经过特殊处理,具备出色的耐磨性和锋利度。这使得微钻在长时间的加工中,依然能保持稳定的切削性能,减少换刀次数,降低加工成本。我们深知,在竞争激烈的市场中,质量的微钻参数是企业成功的关键。因此,我们不断研发,持续优化微钻的各项参数,以满足不同行业、不同加工场景的需求。选择我们的微钻,就是选择精细、可靠的加工解决方案,让您的产品在市场中脱颖而出。 在电子芯片制造中,微钻可精细钻孔,确保芯片电路连接的稳定性,助力电子产品向更小、更智能方向发展。

在竞争激烈的市场中,微钻产品凭借独特优势,成为企业关注焦点,前景可期。微钻产品工艺精湛、实现高精度、高效率加工。无论是微小零件打造,还是复杂结构成型,都能轻松应对,为各行业提供解决方案。在电子领域,助力芯片制造实现精细线路布局,推动电子产品小型化、高性能发展。市场需求方面,随着科技发展,各行业对微钻产品需求持续增长。新兴产业崛起,为微钻产品开辟更广阔市场。同时,微钻产品不断创新升级,适应市场变化,巩固地位。微钻产品前景光明,制造水平,未来行业发展。我们相信,凭借品质和持续创新能力,微钻产品将在市场中大放异彩,为各行业带来更多可能,成为推动行业进步的力量。选择微钻产品,与未来同行,共享发展红利。 让凯博科技微钻成为您生产线上不可或缺的得力助手,共创辉煌未来!吉林双槽双刃PCB钻针可达0.02超微钻技术
在耐用性方面,凯博科技经过严格的质量检测,确保长时间使用下依然保持性能,减少了频繁更换的成本与时间。重庆铠甲涂层PCB钻针减少换刀次数
微型钻头使用方法:钻孔操作:选择合适的切削参数:根据工件材料的硬度、厚度以及钻头的直径等因素,选择合适的主轴转速和进给速度。一般来说,对于硬度较高的材料,应适当降低主轴转速和进给速度;而对于较薄的材料,可以适当提高进给速度。例如,在加工铝合金材料时,主轴转速可以在5000-10000r/min之间,进给速度在-之间。启动设备并开始钻孔:在确认一切准备就绪后,启动设备,使钻头缓慢接触工件表面,然后逐渐增加进给量进行钻孔。在钻孔过程中,要注意观察切屑的排出情况和钻头的磨损情况。如果切屑颜色变深、有异味或钻头出现异常噪音,应立即停止钻孔,检查原因并及时更换钻头。冷却与润滑:在钻孔过程中,要使用合适的冷却液对钻头和工件进行冷却和润滑。冷却液可以降低钻头的温度,减少磨损,同时还可以冲走切屑,提高加工表面质量。可以根据工件材料和加工要求选择水基冷却液或油基冷却液。 重庆铠甲涂层PCB钻针减少换刀次数
芜湖凯博科技股份有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在安徽省等地区的橡塑中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同芜湖凯博科技股份供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
- 天津国际先进设备PCB钻针不易折断 2026-05-18
- 天津钻孔加工PCB钻针定制 2026-05-14
- 吉林钨钢PCB钻针黑色金刚石 2026-05-12
- 江苏硬质合金PCB钻针自润滑孔位精度高 2026-05-10
- 天津适用金属基板PCB钻针黑色金刚石 2026-05-10
- 安徽双刃单槽PCB钻针定制 2026-05-03
- 上海适用金属基板PCB钻针切削阻力小 2026-04-30
- 河北铠甲涂层PCB钻针不易折断 2026-04-24