- 品牌
- 中博
- 型号
- 齐全
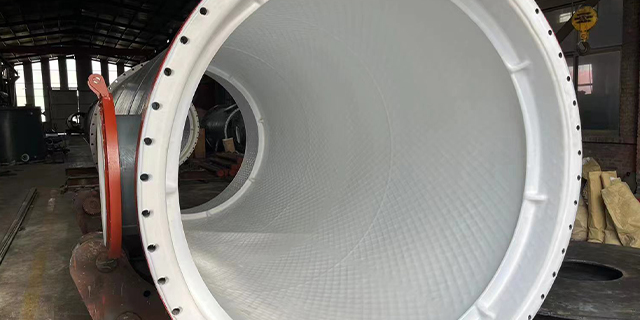
该工艺的关键优势是加工效率高、衬层厚度均匀,PO材质的熔融流动性好,可填充钢体内壁的微小缝隙,结合力强,不易出现脱层、鼓包等问题。加工周期通常为1-3天,适合中小型储罐、输送管道等设备,成本介于钢衬PP和钢衬四氟之间。同时,PO材质的加工适应性强,可制作成弯头、三通等复杂管件,满足不同工况的安装需求。钢衬PP设备的加工工艺以旋转滚塑成型为主,是钢衬塑设备中较成熟、较经济的工艺,具体流程如下:钢基体经喷砂除锈、表面处理后,将PP粉料加入钢体内,然后将钢体放入滚塑设备中,通过双向旋转(水平旋转和垂直旋转)和加热,使PP粉料在离心力作用下均匀附着在钢体内壁,熔融成型后自然冷却,形成无接缝的PP衬层。该工艺无需复杂的模具,加工成本低,效率高,适合大规模生产,可制作成各种规格的储罐、管道、反应釜等设备。防腐设备哪家强?淄博中博,品质优良响当当!河南耐负压钢衬四氟设备厂家

钢衬四氟设备:维护难度低,耐腐性和稳定性强,使用寿命长(10-30年),正常使用情况下,无需频繁维护,只需定期检查衬层是否存在破损、渗漏即可。但一旦衬层出现损坏,维修难度大、成本高,通常需要整体重新衬敷四氟层。钢衬PO设备:维护难度低,综合性能稳定,使用寿命较长(10-15年),日常维护只需定期检查衬层结合情况,若出现局部破损,可进行局部修补,维护成本适中。钢衬PP设备:维护难度低,工艺成熟,使用寿命较短(8-15年),高温、强腐蚀工况下易出现衬层老化、破损,维修成本低,可进行局部修补或整体重新衬敷,适合对维护成本敏感的场景。耐负压钢衬塑设备中博防腐设备,耐用、环保,是您的助手!

钢衬PO设备:机械性能均衡,兼具PE的抗冲击性和PP的刚性,抗冲击性能优于钢衬四氟设备,刚性优于钢衬PP设备,耐磨性中等(是普通钢管的2-3倍),可适应一定的压力波动和物料冲击,不易出现脆化、开裂等问题,综合机械性能优于单一塑料衬层设备。钢衬PP设备:机械韧性较好,抗冲击性能优于钢衬四氟设备,但刚性较差,高温下易软化、变形,耐磨性中等(与钢衬PO设备接近),长期承受较大压力或物料冲击时,易出现衬层鼓包、脱层等问题,只适合低压、温和冲击工况。
橡胶衬层具有良好的弹性、高气密性和吸振性能,可有效吸收物料的冲击和振动,减少设备磨损,同时隔绝腐蚀介质与钢体接触,实现防腐效果。硬质橡胶侧重耐腐性和刚性,软质橡胶侧重弹性和抗冲击性,二者均对强氧化性介质耐受性较差,但耐磨性能明显优于塑料类衬层(钢衬硬质橡胶的耐磨性是普通钢管的4-6倍)。橡胶衬层厚度通常为3-8mm,需通过硫化工艺与钢体结合,粘接强度直接影响设备的使用寿命。四类设备的加工工艺均围绕“钢体预处理+衬层成型+固化结合”展开,但因衬层材质的物理、化学特性不同。中博防腐设备,耐用可靠,是您工业生产的坚实后盾!

钢衬四氟设备的加工工艺关键是解决四氟材质表面惰性强、与钢体结合难度大的问题,主要有三种主流工艺,适配不同工况需求:板衬工艺:先对钢基体内部进行喷砂除锈(除锈等级需达到Sa2.5级以上),去除表面氧化层和杂质,然后对四氟板进行钠化处理,通过化学方法打毛四氟板表面,增强其与钢体的粘接性,再将四氟板通过用粘合剂粘贴在钢体内壁,之后进行加压固化,确保衬层与钢体紧密结合。该工艺适合大型储罐、反应釜等设备,加工成本适中,适配常压或低压工况。防腐设备厂家,品质有保证,值得信赖——淄博中博环保机械设备有限公司。青海化工钢衬塑定制
防腐新选择,中博新高度,共创工业防腐新时代!河南耐负压钢衬四氟设备厂家
钢衬硬质橡胶和软质橡胶的加工工艺基本一致,区别在于硫化温度和时间:硬质橡胶的硫化温度更高(140-150℃)、时间更长(4-6小时),以提升其刚性和耐腐性;软质橡胶的硫化温度较低(120-130℃)、时间较短(2-4小时),以保留其弹性和抗冲击性。该工艺的加工周期通常为2-5天,粘接强度是关键,若粘合剂选择不当或硫化工艺控制不佳,易出现橡胶衬层脱层、开裂等问题。四类设备的性能差异集中体现在耐腐蚀性、耐温范围、机械性能、耐压性等关键指标上,这些指标直接决定了设备的适配工况,是选型的关键依据。河南耐负压钢衬四氟设备厂家
该工艺的关键优势是加工效率高、衬层厚度均匀,PO材质的熔融流动性好,可填充钢体内壁的微小缝隙,结合力强,不易出现脱层、鼓包等问题。加工周期通常为1-3天,适合中小型储罐、输送管道等设备,成本介于钢衬PP和钢衬四氟之间。同时,PO材质的加工适应性强,可制作成弯头、三通等复杂管件,满足不同工况的安装需求。钢衬PP设备的加工工艺以旋转滚塑成型为主,是钢衬塑设备中较成熟、较经济的工艺,具体流程如下:钢基体经喷砂除锈、表面处理后,将PP粉料加入钢体内,然后将钢体放入滚塑设备中,通过双向旋转(水平旋转和垂直旋转)和加热,使PP粉料在离心力作用下均匀附着在钢体内壁,熔融成型后自然冷却,形成无接缝的PP衬层。...
- 浙江电厂防腐设备厂家 2026-04-30
- 天津钢衬塑储罐价格 2026-04-30
- 海南防腐钢衬塑储罐价格 2026-04-30
- 江西防腐钢衬塑价格 2026-04-29
- 新疆防腐钢衬塑生产厂家 2026-04-29
- 辽宁耐负压钢衬塑设备厂家 2026-04-29
- 天津防腐钢衬四氟价格 2026-04-29
- 重庆防腐钢衬塑厂家 2026-04-29
- 宁夏钢衬塑设备价格 2026-04-29
- 山东矿用钢衬塑生产厂家 2026-04-29

- 浙江电厂钢衬塑设备 2026-04-28
- 新疆化工防腐设备价格 2026-04-28
- 新疆化工防腐设备生产厂家 2026-04-28
- 江西电厂钢衬四氟储罐 2026-04-28
- 湖南矿用钢衬四氟储罐 2026-04-28
- 浙江电厂钢衬塑厂家 2026-04-28




- 河南电厂耐磨管道定制 04-30
- 海南防腐钢衬塑储罐价格 04-30
- 江西防腐钢衬塑价格 04-29
- 吉林矿用钢衬塑管 04-29
- 甘肃石油钢衬四氟管 04-29
- 陕西耐高温钢衬塑管道价格 04-29
- 山东非标钢衬塑管道厂家 04-29
- 海南防腐管道生产厂家 04-29
- 新疆防腐钢衬塑生产厂家 04-29
- 辽宁耐负压钢衬塑设备厂家 04-29