制造业**化与国产替代刚需中国**装备制造快速发展,航空航天、核电、深海装备、半导体等领域对钛设备的高性能、高可靠性、长寿命需求刚性增长。长期以来,**钛材及钛设备依赖进口,成本高、交付周期长、技术受限。随着国内企业技术突破,**钛材国产化率从2021年60%提升至2025年95%以上,钛设备国产替代进入加速期:航空航天钛设备:C919大飞机单机钛材用量达2.1吨,国产化率超90%,2026年产能提升至150架/年,带动年需求超300吨;核电钛设备:核级钛换热器、海水冷却系统实现国产替代,满足60年设计寿命要求;深海装备:“奋斗者”号万米深潜器钛合金载人舱、海洋平台钛构件***国产化,打破国外垄断。钛质硬核,铸就工业传奇 耐蚀王。广东钛设备供应商

钛设备市场发展挑战(一)成本压力仍存原材料价格波动:2024年海绵钛均价7.85万元/吨,钛精矿自给率*70%,国际价格波动影响制造成本;生产能耗高:钛冶炼、加工环节能耗高,推高设备价格,限制低端市场渗透;加工难度大:钛导热率低、易氧化,焊接、成型要求高,制造费用较不锈钢高2-3倍。(二)产业结构失衡低端产能过剩:通用钛设备同质化竞争激烈,价格战导致盈利下滑;**供给不足:部分航空航天级钛合金、医用**氧钛、半导体用高纯钛仍依赖进口;标准体系不完善:钛设备设计、制造、检测标准与国际接轨度不足,影响出口与**认证。广东比较好的钛设备哪家质量好钛领时代 科技赋能,钛创高效 高装备,钛定标准。

钛设备的选型与设计要点材质精细选型:常温常压弱腐蚀选TA1(高塑性);通用强腐蚀选TA2(工业纯钛主流);**高温高载荷选TC4;强还原性介质选TA9(Ti-Pd)、TA10(Ti-Mo-Ni)耐蚀钛合金。结构防腐设计:避免缝隙腐蚀(全焊透、密封结构);控制焊接变形(钛热导率低,采用氩弧/等离子焊);杜绝铁污染(加工中隔离碳钢,防止电偶腐蚀);表面酸洗钝化强化钝化膜。制造工艺规范:焊接保护气体纯度≥99.99%;成型采用冷/热加工,避免高温氧化;无损检测(RT、UT、PT)保障焊缝与结构质量。成本优化方案:大规模设备采用钛-钢复合板,降低成本30%,同时保留钛的耐蚀性;模块化设计提升安装与运维效率。
钛设备对工业体系的系统作用钛设备不仅具备单一功能作用,更对整个现代工业体系产生系统性支撑作用,推动工业生产从“低端粗放”向“**精细”转型。(一)保障工业装置连续稳定运行,降低停机损失传统材料设备因腐蚀、变形、失效,需频繁停机检修,化工、电力等行业停机一天损失可达数百万元。钛设备的长寿命、高可靠性作用,可实现装置连续运行10-20年无大修,大幅降低停机损失、检修成本,提升工业生产的连续性与稳定性。钛设备无重金属析出、无腐蚀杂质脱落,在制药、食品、化工、新能源等领域,可保证生产介质的高纯度,提升产品质量等级,满足**产品的生产要求。例如,钛设备生产的醋酸、医药、锂电池材料,纯度可达 99.99% 以上,是**产品生产的必备条件。无后顾之忧 钛质优品,工业 钛力十足。

醋酸工业:羰基合成法醋酸生产含醋酸、碘化物、溴化物强腐蚀介质,316L不锈钢*服役1–2年,TA2钛冷凝器、再沸器、精馏塔、输送泵寿命超20年,维护成本降低60%,装置开工率提升至99%以上。PTA(精对苯二甲酸)行业:年产百万吨级PTA装置的氧化反应器、结晶器、换热器、离心机部件采用钛衬里/纯钛结构,耐150℃高温醋酸浆料腐蚀,突破材料失效瓶颈,实现10年连续运行。纯碱、烧碱、环氧丙烷、湿法磷酸:纯碱碳化塔钛冷却管、烧碱蒸发钛加热器、环氧丙烷钛反应釜、湿法磷酸钛萃取设备,解决传统材料在酸碱、矿浆环境下的快速腐蚀问题钛护全程 钛质防腐,妥协 腐蚀无惧。广州耐用的钛设备哪家好
钛定乾坤 腐蚀无惧,钛护全程 钛抗万蚀。广东钛设备供应商
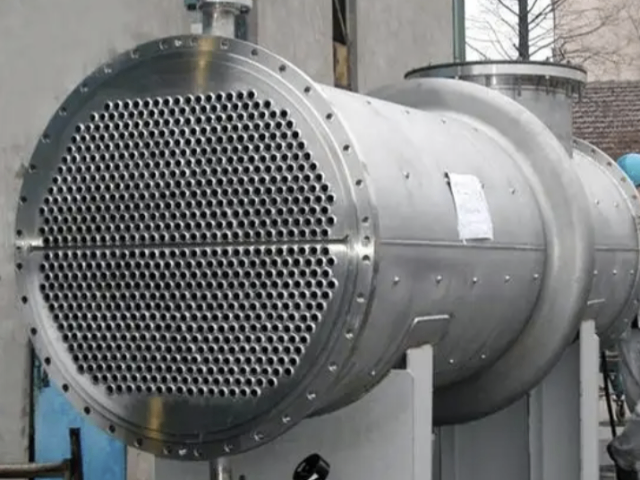
钛设备产品结构现状钛设备按功能分为换热设备、反应设备、储运设备、流体输送设备、电极设备、耐压结构、医疗装备、通用配件八大类。其中,钛换热器(管壳式、蒸发器、冷凝器)占比比较高,达35%;钛反应釜、电解槽等反应设备占比22%;钛管道、泵阀等输送设备占比18%;钛电极、医疗钛设备、深海耐压结构等**产品占比持续提升,2024年**钛设备市场占比达28%,较2020年提升11个百分点。三、钛设备市场**驱动因素(一)国家战略与政策强力加持钛及钛合金被列入《“十四五”新材料产业发展规划》《重点新材料首批次应用示范指导目录》,**钛设备明确为战略性新兴产业重点支持领域。广东钛设备供应商