市场规模:2024年中国金属钛市场规模约1800亿元,同比增长15%,其中钛设备环节占比超60%,规模突破1080亿元。化工领域仍为比较大应用场景,占比42%;航空航天、新能源、海洋工程三大新兴领域占比分别提升至18%、15%、12%,应用结构持续优化。消费结构:传统化工(氯碱、PTA、醋酸)钛设备需求稳定,年均增速5%-8%;新能源(氢能、光伏、锂电)、海洋工程(海水淡化、深海装备)、航空航天(大飞机、商用航空)需求爆发,年均增速超15%,成为市场增长**动力。装备恒久可靠 工业重器。广东质量好的钛设备生产商

钛设备的**材料性能钛设备的应用边界由钛及钛合金的本征性能决定,其**优势集中在五大维度,是其适配极端工况的底层逻辑:全工况耐腐蚀性:钛在氧化性介质、中性介质、海水、湿氯气、有机酸、盐溶液中会瞬间形成致密、稳定、自修复的TiO₂钝化膜,腐蚀速率<0.01mm/年;在氯离子环境下无点蚀、无缝隙腐蚀、无应力腐蚀开裂,耐蚀性远超304/316L不锈钢,在盐酸、硫酸、烧碱、醋酸、溴化物等强腐蚀介质中服役寿命可达20年以上,是氯碱、海洋、醋酸工况的***理想材料。高比强度与力学适配性:工业纯钛塑性优异、易成型;钛合金比强度是不锈钢的1.3倍、碳钢的2倍,300–600℃高温下抗蠕变、抗疲劳性能稳定,-253℃**温下无冷脆,可同时满足高压、高温、低温、高载荷的复合工况。广东耐用的钛设备公司品质永恒 钛质护航,生产无忧 硬核品质。

食品医药行业:卫生与无菌的**保障食品医药要求无毒、无菌、易清洁、无重金属析出,钛设备完全符合GMP与食品级标准:制药工业:无菌反应釜、结晶器、过滤器、浓缩器、注射液储罐、输液管路,纯钛表面易钝化、无污染,耐酸碱清洗,适配生物制药、化学制药、中药提取全流程。食品工业:啤酒发酵罐、果汁浓缩器、食盐加工设备、乳制品杀菌器、海产品加工设备,耐食品酸、盐腐蚀,无异味、无细菌滋生,保障食品安全。保健品生产:提取罐、干燥机、包装设备,卫生级钛表面易清洁,符合保健品生产规范。
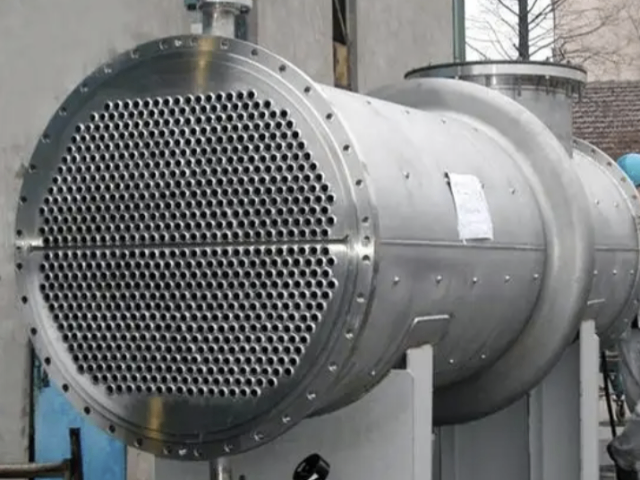
钛设备的主要品类划分按功能与形态,钛设备可分为八大**品类,覆盖工业生产全流程:钛反应设备:反应釜、氧化反应器、萃取槽、电解槽、合成塔,适配化工、冶金、新能源的化学反应场景。钛换热设备:管壳式换热器、盘管换热器、蒸发器、冷凝器、再沸器,承担高温、强腐蚀介质的热量交换。钛储运设备:储罐、发酵罐、结晶器、过滤器,用于介质储存、分离、结晶。钛流体输送设备:管道、管件、泵、阀门、法兰,适配腐蚀介质的密闭输送。钛功能电极:钌钛阳极、铱钛阳极、钛阴极板,用于氯碱电解、水处理、电镀、制氢。钛耐压结构:深海潜水器载人舱、海洋平台承压构件、航空航天压力容器。钛医疗装备:植入物、手术器械、医疗腔体、无菌组件。钛通用配件:紧固件、密封件、挂具、支架,适配各行业辅助场景。钛领时代 科技赋能,钛创高效 高装备,钛定标准。

钛设备对工业体系的系统作用钛设备不仅具备单一功能作用,更对整个现代工业体系产生系统性支撑作用,推动工业生产从“低端粗放”向“**精细”转型。(一)保障工业装置连续稳定运行,降低停机损失传统材料设备因腐蚀、变形、失效,需频繁停机检修,化工、电力等行业停机一天损失可达数百万元。钛设备的长寿命、高可靠性作用,可实现装置连续运行10-20年无大修,大幅降低停机损失、检修成本,提升工业生产的连续性与稳定性。钛设备无重金属析出、无腐蚀杂质脱落,在制药、食品、化工、新能源等领域,可保证生产介质的高纯度,提升产品质量等级,满足**产品的生产要求。例如,钛设备生产的醋酸、医药、锂电池材料,纯度可达 99.99% 以上,是**产品生产的必备条件。硬核品质,钛造经典 以钛御蚀。广州有实力的钛设备电话
钛造无忧 钛御千腐,基业长青 钛守防线。广东质量好的钛设备生产商
钛设备的选型与设计要点材质精细选型:常温常压弱腐蚀选TA1(高塑性);通用强腐蚀选TA2(工业纯钛主流);**高温高载荷选TC4;强还原性介质选TA9(Ti-Pd)、TA10(Ti-Mo-Ni)耐蚀钛合金。结构防腐设计:避免缝隙腐蚀(全焊透、密封结构);控制焊接变形(钛热导率低,采用氩弧/等离子焊);杜绝铁污染(加工中隔离碳钢,防止电偶腐蚀);表面酸洗钝化强化钝化膜。制造工艺规范:焊接保护气体纯度≥99.99%;成型采用冷/热加工,避免高温氧化;无损检测(RT、UT、PT)保障焊缝与结构质量。成本优化方案:大规模设备采用钛-钢复合板,降低成本30%,同时保留钛的耐蚀性;模块化设计提升安装与运维效率。广东质量好的钛设备生产商