- 品牌
- 海鼎智柔
- 型号
- 支持定制
- 类型
- 工装夹具,装配夹具,组合夹具,焊接夹具
- 材质
- 不锈钢,碳钢,铝合金,材质支持定制
- 加紧动力源
- 手动夹具,气动夹具,手自一体夹具
- 是否标准件
- 是
- 适用机床
- 磨床,钻床,铣床,车床,锯床,加工中心
- 样品或现货
- 现货
- 是否进口
- 否
- 是否库存
- 库存
- 厂家
- 海鼎智柔
模具制造领域:模具制造行业面临着产品多样化、高精度、短交期的挑战。海鼎智柔多点支撑柔性夹具为模具制造企业提供了高效的解决方案。在模具的设计与制造过程中,针对不同形状和尺寸的模具型腔、型芯等关键部件,我们的夹具能够通过快速编程和自动调整支撑点,实现对复杂工件的准确装夹。在CNC加工、电火花加工等工艺中,有效减少工件变形,提高模具的加工精度和表面质量,确保模具的开合顺畅、尺寸准确,从而提升模具的使用寿命和生产效率。同时,其快速换装和灵活调整的特性,比较大的缩短了模具制造的准备时间,帮助企业快速响应市场需求,提升中心竞争力。 模具加工中,海鼎智柔多点支撑夹具稳定支撑模架,减少振动对加工精度的影响。河北cnc 加工使用多点支撑柔性夹具质量怎么样

家具制造迈向个性化定制时代,多点支撑柔性夹具为其创新发展注入强大动力。在实木家具生产中,木材天然的纹理、形状不规则性给加工带来诸多挑战。多点支撑柔性夹具的柔性托板与可调节支撑点,针对不同木材的弯曲度、宽窄进行灵活适配。比如制作弧形实木餐桌腿时,它能依据木材的实际曲线,通过液压驱动的调节系统,均匀施加恰到好处的支撑力,确保在车削、雕刻等工序中,木材稳定且不会出现开裂。对于板式家具中多变的板材尺寸、形状,多点支撑柔性夹具的快速换模系统大展拳脚,从切割到打孔,能够迅速调整支撑点配置,满足批量生产与个性化定制并行的需求,让每一件家具既独具匠心又能高效产出,开启家居美学新时代。 河北非标自动化多点支撑柔性夹具多少钱海鼎智柔多点支撑柔性夹具,兼容多种加工设备,轻松融入现有生产线,无需大改布局。

薄壁件加工不仅需解决变形问题,还需兼顾高精度与高效率,传统夹具因定位精度低、换型周期长,常导致薄壁件加工精度波动大、生产效率低下。海鼎智柔多点支撑柔性夹具从精度控制与效率优化双维度发力,为薄壁件加工提供多方面保障。在精度控制方面,夹具采用“激光定位+闭环反馈”双重精度管控:加工前,通过激光扫描仪对薄壁件毛坯进行三维建模,对比设计模型自动修正支撑单元位置偏差,定位精度可达±;加工过程中,每个支撑单元的位移数据实时反馈至控制系统,若偏差超出阈值(设定为±),系统立即驱动伺服电机调整,确保加工精度稳定。某汽车零部件企业加工厚度的不锈钢薄壁油箱部件时,传统夹具加工的孔径公差为±,平面度误差达;引入该夹具后,孔径公差缩小至±,平面度误差控制在内,完全满足汽车行业高精度要求。在效率优化方面,夹具具备“快速换型+多工序集成”能力:针对多品种薄壁件生产,夹具内置数字化工艺数据库,存储常见薄壁件的支撑方案与加工参数,换型时只需调用预设程序,支撑单元可在5-8分钟内完成自动调整,换型效率较传统夹具提升90%以上;同时,夹具支持一次装夹完成薄壁件的切割、钻孔、打磨、检测等多道工序,避免多次装夹导致的定位误差。
在薄壁件加工领域,海鼎智柔多点支撑柔性夹具解决了传统加工的诸多难题。薄壁件因其厚度薄、刚性差,在铣削、车削等加工过程中极易因受力不均产生变形,导致尺寸精度失控。以厚度只1-3mm的铝合金薄壁筒为例,传统三爪卡盘装夹时,径向夹紧力会使工件产生椭圆度误差,严重时甚至出现塑性变形。海鼎智柔的多点支撑柔性夹具通过分布式支撑单元,沿薄壁件外圆或内孔均匀布置数十个可单独调节的支撑点,每个支撑点的力度可精确控制在范围内。加工时,夹具通过压力传感器实时监测工件形变,自动调整支撑力度,形成“柔性环抱”效果,将径向圆度误差控制在以内。某精密仪器厂加工手机外壳铝合金薄壁件时,应用该夹具后,平面度误差从降至,合格率从72%提升至,单件加工时间缩短20秒,每年节省原材料成本超80万元。 海鼎智柔多点支撑柔性夹具,支撑力度可调控,根据工件材质特性适配力度。

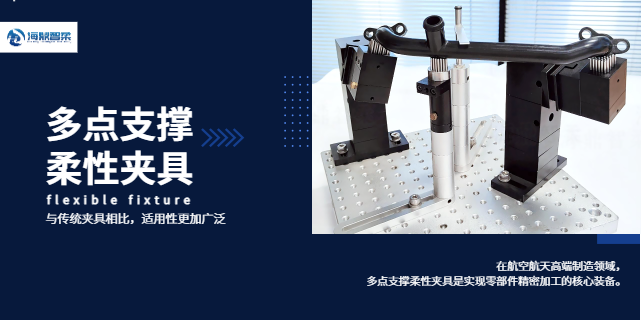
在航空航天制造领域,多点支撑柔性夹具是实现零部件精密加工的中心装备。航天器的燃料贮箱,通常采用铝合金薄壁结构,既要保证足够强度抵御太空极端环境,又要严格控制重量。多点支撑柔性夹具凭借其可精确调控的众多支撑点,依据贮箱复杂的曲面形状,在焊接、铣削等加工工序中,巧妙布局支撑力量。支撑点实时感知贮箱受力变化,动态调整支撑高度与力度,确保贮箱稳固不位移,避免薄壁变形、破裂。例如在某深空探测航天器贮箱加工时,使用该夹具将焊接变形量控制在极小范围,保障了贮箱的密封性与结构完整性,为航天任务的顺利开展奠定坚实基础,助力我国航天探索迈向更远深空。 精密制造升级,从海鼎智柔多点支撑柔性夹具开始。河北非标自动化多点支撑柔性夹具多少钱
海鼎智柔多点支撑柔性夹具,支撑点布局可存储,同款工件加工直接调用,省时省力。河北cnc 加工使用多点支撑柔性夹具质量怎么样
薄壁件焊接过程中,热变形是影响质量的关键因素,海鼎智柔多点支撑柔性夹具提供了创新解决方案。以不锈钢薄壁管道焊接为例,传统夹具的刚性固定会导致焊接热应力无法释放,冷却后产生弯曲或扭曲变形,接口处出现裂纹风险。海鼎智柔的夹具采用“动态热补偿”技术,支撑点内置温度传感器和微型驱动单元,焊接时实时监测焊缝区域温度变化,通过算法预判热变形趋势,提前调整对应位置的支撑力度。在焊接不锈钢薄壁容器时,夹具沿容器圆周分布的支撑点能随焊接热源同步移动,形成“跟随式支撑”,将焊接后的直线度误差控制在以内。某压力容器企业应用该夹具后,薄壁容器焊接的渗漏率从5%降至,后期校形工序完全取消,生产效率提升40%,焊接后的容器耐压性能提高20%,满足了高压工况的使用要求。 河北cnc 加工使用多点支撑柔性夹具质量怎么样

- 河北不锈钢多点支撑柔性夹具产品介绍 2026-04-27
- 深圳手自一体多点支撑柔性夹具厂家直销 2026-04-27
- 上海机床使用多点支撑柔性夹具供应商 2026-04-27
- 北京定制多点支撑柔性夹具推荐厂家 2026-04-27
- 北京碳钢多点支撑柔性夹具质量怎么样 2026-04-26
- 陕西动车使用多点支撑柔性夹具怎么样 2026-04-26
- 哈尔滨定制多点支撑柔性夹具生产厂家 2026-04-26
- 东莞汽车使用多点支撑柔性夹具类型 2026-04-26