耐腐蚀覆膜铁生产线是针对特殊腐蚀环境需求设计的专门装备,其关键优势在于通过工艺优化与材料适配,提升覆膜铁产品的耐腐蚀性能。在预处理环节,采用强化表面处理工艺,多道酸洗与钝化处理彻底清理基材氧化层与杂质,同时在基材表面形成致密钝化膜,增强基材本身耐腐蚀性;覆膜材料选用PVDF、PEEK等高性能耐腐蚀膜材,这类膜材具备优异的耐酸碱、耐盐雾、耐化学介质性能,可有效阻隔腐蚀介质与基材接触。覆膜复合环节通过精确控制温度、压力与贴合时间,确保膜层与基材紧密结合,形成无间隙复合结构,避免腐蚀介质从界面渗透。此类生产线生产的产品广泛应用于化工设备外壳、海洋工程构件、酸碱溶液储罐等严苛场景,能够大幅延长设备使用寿命,降低维护成本,为相关行业稳定运行提供保障。科艺机电科技覆膜铁生产线带除尘装置,生产环境洁净,期待您的垂询。云南覆膜铁生产线性能
覆膜铁生产线的动平衡检测是保障设备高速稳定运行的关键质量控制环节,主要针对生产线的旋转部件,如热压辊、开卷机、收卷机、导向辊等进行检测和矫正。旋转部件在高速运行过程中,如果存在质量不平衡问题,会产生较大的振动和噪音,影响设备的运行稳定性和使用寿命,同时还会导致覆膜质量下降,如膜层贴合不紧密、板材偏移等。动平衡检测通常采用专门的动平衡检测设备,通过在旋转部件上安装传感器,检测部件在高速旋转状态下的振动信号,分析得出部件的不平衡质量和位置,然后通过在部件上添加或去除配重的方式,对部件进行动平衡矫正,使部件的不平衡量控制在允许范围内。陕西覆膜铁生产线价格节能型覆膜铁生产线优化动力系统,降低单位能耗助力企业实现绿色生产。
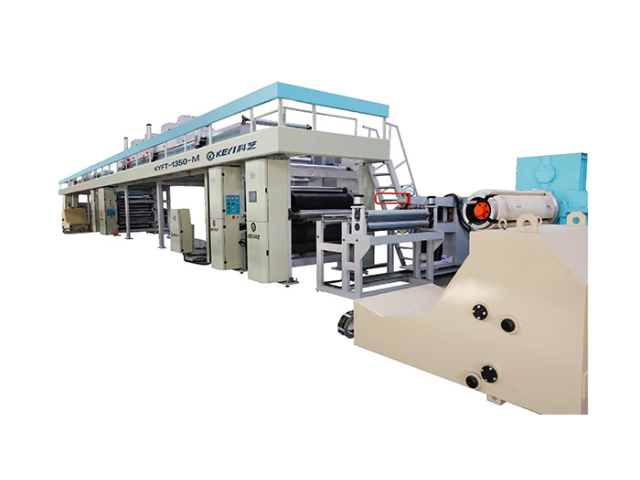
覆膜铁生产线的预处理单元是保障膜层与基材结合强度的关键环节,其工艺合理性直接影响后续覆膜质量。预处理单元通常由脱脂、酸洗、漂洗、钝化四个连续工序组成,各工序参数需精确控制。脱脂工序采用碱性脱脂剂,通过喷淋或浸泡方式清理基材表面油污,温度控制在50-70℃,时间根据油污含量调整;酸洗工序采用稀盐酸或硫酸溶液去除氧化皮与锈蚀,需严格控制时间避免基材过度腐蚀;漂洗工序通过多次清水冲洗,去除残留酸液与杂质,确保基材表面pH值中性;钝化工序采用无铬钝化剂,在基材表面形成致密钝化膜,提升耐腐蚀性与膜层结合力。先进的预处理单元采用连续化设计,实现基材无缝衔接输送,同时配备药剂浓度自动监测与补充系统,确保工艺参数稳定,为后续覆膜复合提供高质量基材表面。
在动力系统方面,节能型生产线采用高效节能电机和变频调速技术,能够根据生产负荷的变化实时调节电机转速,在设备空载或低负荷运行时降低电机功率输出,进一步减少能源消耗。同时,生产线的余热回收系统可将加热环节产生的余热进行回收利用,用于预热基材或车间供暖,提高能源利用率。通过这些节能技术的集成应用,节能型覆膜铁生产线的单位产品能耗可降低20%-30%,为企业节约大量能源成本,同时减少碳排放,助力企业实现绿色生产目标,提升企业的社会责任感和市场竞争力。耐腐蚀覆膜铁生产线可适配多种覆膜材质,满足不同行业对板材防护需求。

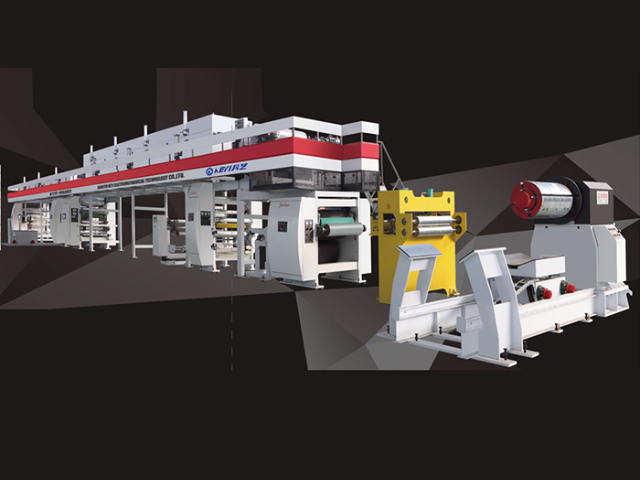
温度是影响覆膜铁复合质量(如附着力、外观平整度)的关键工艺参数,其控制系统要求极为精确。生产线的加热系统是多段式的。首先是金属基板的预热,可采用热风循环烘箱或感应加热器,将基板从室温均匀加热至工艺温度(高温工艺约250℃),预热温度必须稳定,以确保后续热熔效果一致。关键的复合辊(钢辊)通常采用内部油加热或电加热方式,并由外置的高精度温控装置(如油加热箱)保障其表面温度均匀稳定在设定值,例如可达240℃。温度测量多采用非接触式红外测温仪或高精度热电偶,实时反馈数据给PLC。加热系统设计注重节能与安全,例如烘箱采用多段单独温区控制、二次回风技术以节约能源,并设计为负压状态防止热风外溢,同时设置前置排风系统,将初期可能挥发的物质直接排出而不参与循环,保障安全。对于低温粘合工艺,其烘箱温度则控制在较低范围(如100℃以下),主要目的是蒸发胶粘剂中的溶剂,风速设计较高(如30m/s)以营造低温快速干燥的环境。宝钢在建设其高级覆膜铁机组时,就对厂房洁净度有极高要求(覆膜室达1万级),这也从侧面反映了对环境温湿度等参数的严苛控制。科艺机电科技高速覆膜铁生产线运行稳定,产品优良率高,期待与您合作。云南金属卷材覆膜铁生产线现价
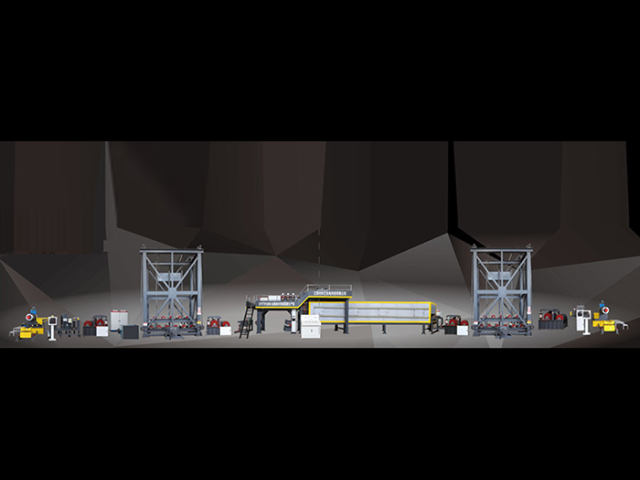
科艺机电科技定制化覆膜铁生产线适配厂房,省空间降成本,诚邀参观工厂。云南覆膜铁生产线性能
张力控制是覆膜铁生产线稳定运行、保证产品质量(如膜不拉伸、不起皱)的生命线。该系统通常采用多级、全闭环的精密控制架构。在放卷端(包括金属板和薄膜放卷),普遍使用磁粉制动器或离合器,通过检测摆动辊或张力传感器的反馈信号,实时调整制动扭矩,以维持放卷张力的恒定。在生产线中部的引入、引出段,以及复合段前后,会设置多个由伺服电机驱动的浮辊式张力检测站。这些浮辊在材料张力变化时会产生位移,位移信号被迅速反馈至控制系统,动态调节驱动电机的速度或扭矩,形成精确的张力闭环。收卷部分则采用磁粉离合器或带张力锥度控制的伺服电机,确保卷材在直径不断增大的过程中,收卷张力既恒定又可按预设曲线渐变,从而获得整齐紧实的料卷。先进的系统采用“集中式数控”和动态PID控制模式,能够完美协调全线各单元在启动、升速、稳速运行、减速及停车等所有动态过程中的张力平衡,防止因张力突变造成的材料拉伸、堆叠或断裂。江阴和信公司的HXF-1000生产线便采用了四级浮辊式电机联动张力控制系统,实现了高精度与高灵敏度的张力管理。云南覆膜铁生产线性能
江阴市科艺机电科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的电工电气中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来江阴市科艺机电科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!