控制柜内需标注清晰的元件标识和接线图,方便后期维护排查,元件标识和接线图是控制柜维护的 “说明书”,若标识模糊、接线图缺失,维护时需逐一对元件和线缆进行核对,不仅耗时,还可能因误判导致维护失误。元件标识需标注在每个元件的正上方或正下方,内容包括元件名称(如 “断路器 QF1”“接触器 KM1”“继电器 KT1”)、型号规格(如 “QF1:DZ47-63 C32”)、额定参数(如 “KM1:AC-3 220V 10A”),标识需采用防水、耐磨损的标签,避免长期使用后模糊不清。接线图需张贴在柜门内侧或柜体内部显眼位置,采用标准电气制图格式,清晰标注线缆的走向、连接的元件端子、回路编号、线缆规格,接线图需与实际布线一致,若后期对线缆或元件进行修改,需及时更新接线图。此外,部分控制柜还会配备电子版接线图,存储在 U 盘或通过二维码链接,方便运维人员通过手机、电脑查看,进一步提升维护便捷性,尤其在大型控制柜、自动化控制控制柜中,清晰的元件标识和接线图尤为重要。阿罗仕控制柜注重适配性与兼容性,轻松实现新旧设备无缝衔接,提升整体效率。无锡搅拌机控制柜供应商
汽车生产线的控制柜需与机器人系统联动,实现自动化装配控制,汽车生产线自动化程度高,需通过控制柜与工业机器人(如焊接机器人、装配机器人、喷涂机器人)联动,完成汽车零部件的焊接、装配、喷涂等工序,确保生产效率和产品质量。联动控制的主要是通过 PLC 模块实现数据交互:控制柜内的 PLC 通过工业以太网(如 Profinet、EtherNet/IP)与机器人控制器连接,接收机器人发送的位置信号、状态信号(如机器人是否到位、是否完成作业),同时向机器人发送控制指令(如启动焊接、调整装配角度)。例如在汽车焊接工序中,控制柜控制工件输送线将工件送至指定位置后,向机器人发送 “焊接准备完成” 信号,机器人接收到信号后开始焊接,焊接完成后向控制柜发送 “焊接完成” 信号,控制柜再控制输送线将工件送至下一工序。此外,控制柜还需集成急停联锁功能,若生产线出现故障,急停按钮触发后,控制柜会立即向机器人发送停机指令,确保人员和设备安全。无锡搅拌机控制柜供应商阿罗仕控制柜的长期价值,体现在稳定性能与低故障率带来的高效生产中。

控制柜的防护等级需符合 IP 标准,该标准由国际电工委员会制定,通过两位数字分别表示防尘等级和防水等级,数字越大防护能力越强。如 IP54 控制柜,数字 “5” 表示防尘等级,意味着能完全防止外物侵入(直径大于 1mm 的固体),虽不能完全阻止灰尘进入,但进入的灰尘量不会影响内部元件正常工作;第二位数字 “4” 表示防水等级,可防止各方向飞溅而来的水侵入,比如车间喷淋清洁、户外小雨飞溅等场景下,水不会渗入柜内损坏元件。在实际选型中室内干燥环境下,IP30(防止大于 2.5mm 固体侵入、无防水要求)即可满足需求,需根据安装环境的粉尘、水分情况匹配防护等级。
新投用的控制柜需逐路测试回路通断,核对过流、过载保护定值是否与设计方案一致。新柜投用前的测试是避免安装错误和设计缺陷的关键环节,直接影响后期运行安全。逐路通断测试需使用万用表或导通测试仪,从电源进线端开始,依次检测每一条主回路、控制回路的导线连接是否导通,有无错接、漏接情况,特别注意相线与零线、地线是否混淆。过流、过载保护定值核对则需使用继电保护测试仪,模拟不同电流值输入断路器、热继电器等保护元件,记录其动作电流和时间,与设计方案中的定值(如断路器过载定值 10A、热继电器整定电流 8A)比对,偏差需控制在 ±5% 以内。测试顺序应遵循 “先控制回路后主回路、先空载后带载” 原则,确保发现问题时能快速定位,所有测试合格并记录存档后,方可正式投用。阿罗仕适配自动化生产线的控制柜,实现与设备联动,提升生产节拍。
控制柜内接触器线圈电压需与供电系统匹配,避免电压不符导致接触器无法正常吸合。接触器通过线圈通电产生电磁力吸合触点,实现主回路通断控制,线圈电压是其主要参数,若与供电系统电压不匹配,会直接导致接触器失效:电压过高会使线圈电流剧增,短时间内烧毁线圈;电压过低则电磁力不足,触点无法吸合或吸合不紧密,导致触点发热烧蚀。常见线圈电压规格有 AC220V、AC380V、DC24V、DC110V 等,选型时需严格核对控制回路供电电压,例如 PLC 输出为 DC24V 的控制回路,需选用 DC24V 线圈的接触器;传统继电器控制回路为 AC220V 时,应匹配 AC220V 线圈。安装后需进行通电测试,观察接触器吸合是否顺畅、有无异响,测量线圈实际电压是否在额定电压的 ±10% 范围内,确保长期可靠运行。阿罗仕控制柜具备过载保护功能,有效避免设备损坏,减少您的经济损失。无锡搅拌机控制柜供应商
阿罗仕控制柜厂家快速响应需求,确保紧急情况下及时供货与服务。无锡搅拌机控制柜供应商
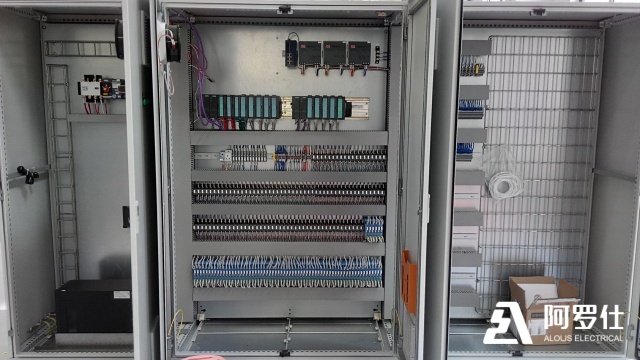
工业控制柜常集成 PLC 模块,实现对生产设备的自动化控制。PLC 模块作为工业自动化的主要控制单元,能通过编程接收传感器(如温度传感器、压力传感器)传输的信号,再根据预设逻辑向执行元件(如接触器、电磁阀)发送指令,实现设备的自动启停、参数调节、故障报警等功能。例如在汽车焊接生产线中,PLC 模块可控制机械臂的焊接位置、焊接时间,同时监测焊接电流、温度等参数,若参数异常则立即停止作业并发出报警。相较于传统继电器控制,PLC 控制具有编程灵活、响应速度快、故障率低的优势,能大幅提升生产效率和设备运行稳定性,目前已广泛应用于机械制造、电子加工、食品包装等工业领域的控制柜中。无锡搅拌机控制柜供应商