- 品牌
- 超科自动化
- 型号
- chaoke
- 尺寸
- 不限
- 重量
- 不限
- 产地
- 广州
- 可售卖地
- 不限
智能除湿技术的创新应用广州超科新研发的"梯度除湿系统"突破了传统除湿瓶颈。系统包含三级处理:一级采用8排管表冷器预冷至12℃;第二级通过溶液除湿机将空气含湿量从12g/kg降至6g/kg;第三级利用冷凝热回收再热,将送风温度提升至18℃。在海南某五星级酒店项目中,该系统将湿度控制在50±3%RH范围内,相比传统方案节能41%。关键技术在于溶液浓度智能调节(20%-45%可调)和腐蚀抑制技术(添加0.3%缓蚀剂),保证设备寿命超过10年。建筑物恒温恒湿,超科自动化控制技术过硬。中山智能恒温恒湿控制工程师

能源管理系统集成方案是BEMS系统通过实时采集128个能源计量点的数据(精度0.5级),构建三维能效模型,意在实现精细集成。广州超科的EnergyOpt平台包含:1)分项计量模块(照明/空调/动力插座等);2)负荷预测模块(LSTM神经网络,预测误差<8%);3)动态电价响应模块。在越秀金融大厦项目中,系统通过谷电蓄冷(4.5万RT·h)和峰值限负荷(降低15%)策略,年节省电费293万元。系统支持与光伏、储能设备联动,实现微电网协调控制。江门智能恒温恒湿控制系统费用专注恒温恒湿,超科自动化产品品质有保障。
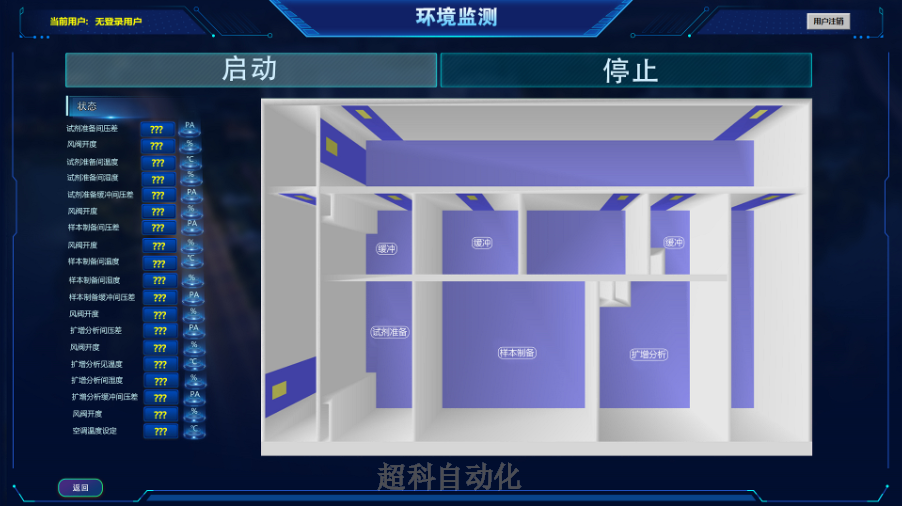
在精密电子实验室中,环境的微小波动都可能影响芯片的测试精度。广州超科自动化科技有限公司的恒温恒湿控制系统,通过分布式传感器实时捕捉温度±0.5℃、湿度±2%RH的细微变化,结合智能算法快速驱动风阀与加湿器联动调节。系统搭载的PLC控制模块可存储100组历史运行数据,支持与实验室MES系统无缝对接,实现环境参数与生产流程的智能匹配。针对洁净室特殊要求,该系统还集成了FFU风机过滤单元的变频控制功能,在维持恒温恒湿的同时,确保洁净度始终符合ISO5级标准,为电子元件的研发生产筑起可靠的环境屏障。
食品加工厂的洁净车间对温湿度和卫生条件均有严格要求,超科自动化的中央空调恒温恒湿控制系统满足这些需求。在烘焙车间,系统将温度控制在 24±1℃,湿度维持在 50-55% RH,确保面团发酵均匀,产品口感一致,烘焙成品率提高 12%。对于乳制品车间,系统温度控制在 18-20℃,湿度控制在 45-50% RH,抑制细菌繁殖,同时防止设备表面凝露污染产品。系统采用不锈钢材质的风道与加湿器,避免锈蚀产生的杂质污染,符合食品级卫生标准。某食品企业使用该系统后,产品微生物检测合格率提升至 100%,生产车间通过了 FDA 认证,成功进入国际市场。恒温恒湿控制系统在实验室,确保细胞培养环境恒定。

未来技术发展趋势是广州超科正在研发的"数字嗅觉控制系统"将突破传统温湿度监测局限。系统通过MEMS气体传感器阵列(检测限ppb级)识别CO2、VOCs等20种参数,结合代谢率模型动态调节新风量。实验室测试显示,在保证IAQ的前提下,该系统可比固定新风量模式节能45%。同步开发的量子温度传感器(基于NV色心原理)分辨率达0.001℃,预计2026年投入商用。这些创新将重新定义下一代恒温恒湿控制标准。面向未来,我们会努力提升产品质量和服务。给客户带来更好体验。 中央空调恒温恒湿控制,超科值得信赖选择。长沙洁净厂房恒温恒湿控制咨询
超科科技,优化中央空调恒温恒湿控制流程。中山智能恒温恒湿控制工程师
电子厂房的SMT车间,焊锡膏的活性与环境温湿度密切相关。超科自动化的系统在此类场景中展现了较好动态响应能力——当PCB板搬运机器人频繁进出导致门体常开时,部署在车间入口的红外感应装置会立即触发快速补偿模式,通过吊顶式风机盘管与地面出风槽的协同运作,1分钟内即可消除温度波动。系统支持与AOI检测设备数据互通,当检测到焊点缺陷率上升时,自动分析是否由温湿度偏差引起,并给出调整建议。某通讯设备制造商应用后,贴片不良率从0.3%降至0.08%,年节约返工成本超200万元。中山智能恒温恒湿控制工程师

在新能源领域,恒温恒湿控制是保障新能源产品研发、生产与测试的重要支撑,尤其适用于锂电池、光伏组件等产品的生产与检测。锂电池的生产过程对环境温湿度要求严苛,电极涂布、电芯组装、电池封装等环节,需维持20-25℃、40%-50%RH的干燥环境,湿度过高会导致电池内部短路、性能下降,甚至引发安全隐患;光伏组件的测试环节,需通过恒温恒湿试验箱模拟不同气候条件,测试组件的发电效率、耐久性与可靠性,确保其在高温、高湿、低温等极端环境下能够稳定运行。恒温恒湿控制通过精细调控环境参数,保障了新能源产品的生产质量与性能稳定性,推动新能源产业向规模化、 发展。中央空调恒温恒湿控制,超科值得信赖选择。重庆智能恒温恒...
- 江门智能恒温恒湿控制箱 2026-04-26
- 长沙智慧恒温恒湿控制公司 2026-04-25
- 江门空调恒温恒湿控制器 2026-04-12
- 江门智慧恒温恒湿控制方法 2026-04-12
- 肇庆实验室恒温恒湿控制箱 2026-04-12
- 成都智能恒温恒湿控制工程 2026-04-12
- 东莞无尘车间恒温恒湿控制工程 2026-04-12
- 珠海酒店恒温恒湿控制系统 2026-04-12
- 长沙实验室恒温恒湿控制系统 2026-04-11
- 珠海酒店恒温恒湿控制解决方案 2026-04-11

- 广州恒温恒湿控制解决方案 2026-04-11
- 东莞智慧恒温恒湿控制费用 2026-04-11
- 深圳恒温恒湿控制解决方案 2026-04-11
- 中山无尘车间恒温恒湿控制技术 2026-04-11
- 深圳厂房恒温恒湿控制箱 2026-04-11
- 智能恒温恒湿控制哪家好 2026-04-11



- 长沙体育馆空调集中控制系统 04-26
- 长沙商场高效机房系统公司 04-25
- 中山学校高效机房系统哪家好 04-25
- 深圳空调高效机房系统厂家 04-25
- 肇庆空调集中控制 04-25
- 广州办公楼高效机房公司 04-25
- 江门酒店空调集中控制工程 04-25
- 深圳学校高效机房技术 04-25
- 深圳智慧高效机房控制方案 04-25
- 肇庆办公楼空调集中控制厂家 04-25