创新技术突破:真空辅助压铸(VacuumAssistedDieCasting):针对0.8-2mm超薄壁结构件开发真空度≥98%的辅助系统,通过消除紊流金属液流动,使良品率从92%提升至98.5%,应用于特斯拉ModelY电机支架等精密部件。半固态压铸(Thixomolding):开发固液两相...
压铸基本参数
- 品牌
- 天雅江涛
- 成型工艺
- 重力铸造,高压铸造,低压铸造,负压铸造,精密铸造/脱蜡铸造,硅溶胶铸造,砂型铸造,熔模铸造
- 砂型铸造种类
- 粘土湿砂型,粘土干砂型,化学硬化砂型
- 特种铸造种类
- 消失模铸造,壳型铸造,金属型铸造,半固态,离心铸造,实型铸造,泥型铸造,连续铸造,石膏型铸造,陶瓷型铸造
压铸企业商机
一站式服务优势:天雅江涛从模具设计制造到压铸生产,再到后续的表面处理,提供一站式压铸服务。在模具设计阶段,其专业的设计团队利用先进的CAD/CAM技术,根据客户的产品需求,设计出较优化的模具结构。模具的质量直接影响压铸产品的质量和生产效率,天雅江涛注重模具的精度和耐用性,采用优良的模具钢材,并通过精密加工设备制造模具,确保模具的型腔尺寸精确、表面光洁度高。在压铸生产过程中,严格按照工艺要求进行操作,确保产品质量稳定。而在表面处理环节,天雅江涛可根据客户需求,提供阳极氧化、喷漆、电镀等多种表面处理方式,进一步提升产品的外观质量和防腐蚀性能。这种一站式服务模式,为客户提供了极大的便利,减少了客户与多个供应商沟通协调的成本和时间,同时也保证了产品从设计到较终交付的质量一致性。模具设计、制造与压铸生产全流程支持,为客户提供一站式服务。嘉兴高精度压铸加工厂家

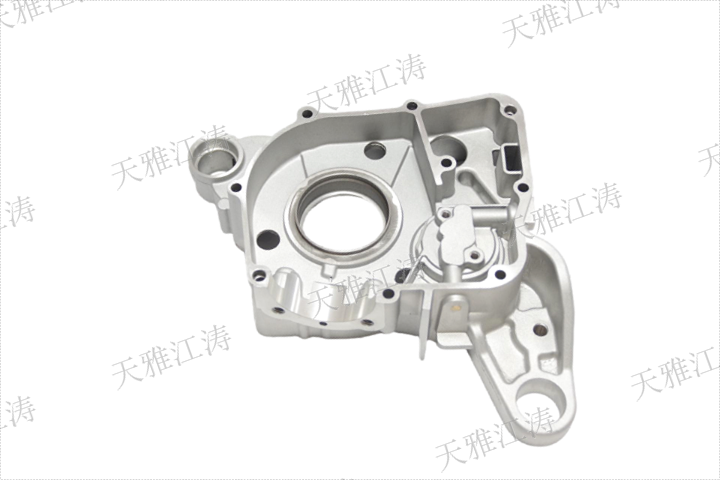
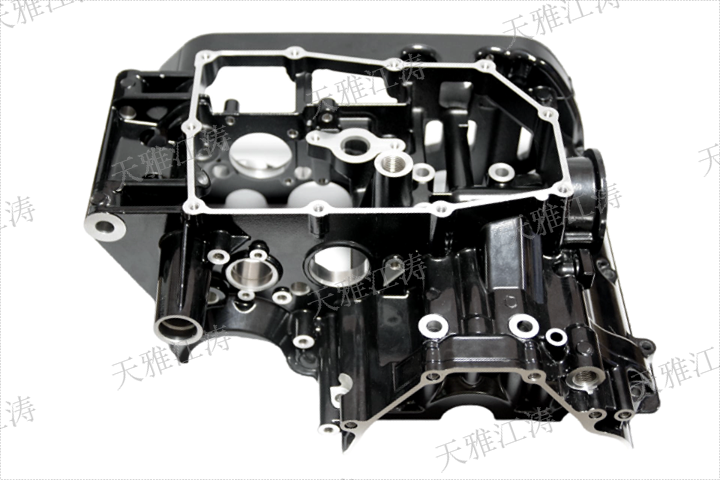
服务领域与应用:天雅江涛的压铸工艺普遍应用于多个领域,包括但不限于:摩托车部件:如缸头、箱体等关键部件,这些部件需要承受较大的机械负荷,因此对材料强度和加工精度有较高要求。汽车结构件:特别是在新能源汽车领域,我们提供新能源壳体等组件,这些部件不仅要满足轻量化需求,还需具有良好的散热性能。电子散热器:例如5G基站壳体,这类产品需要良好的导热性和散热能力,以保障电子设备稳定运行。作为一家拥有25年经验的高精度铝合金压铸技术服务商,天雅江涛凭借先进设备与智能控制系统,在整个压铸工艺流程中实现了高效、品质生产。嘉兴高精度压铸加工厂家压铸设备配备智能控制系统,确保生产效率和品质。

创新技术突破:真空辅助压铸(VacuumAssistedDieCasting):针对0.8-2mm超薄壁结构件开发真空度≥98%的辅助系统,通过消除紊流金属液流动,使良品率从92%提升至98.5%,应用于特斯拉ModelY电机支架等精密部件。半固态压铸(Thixomolding):开发固液两相比例精确控制系统(固相含量40-60%),制备出抗拉强度≥350MPa的轻量化构件,成功应用于蔚来ES8电池包下箱体。热处理工艺创新:推出梯度时效技术(T6+T7复合处理),使合金强度提升至380MPa的同时保持延伸率≥6%,突破传统T6处理强度与韧性的矛盾。
真空辅助压铸技术:真空辅助工艺通过在高压压射过程中引入负压环境,明显减少铝液中的气体残留。该技术的创新性体现在三个层面:缺陷控制:传统的压铸过程容易因气体卷入形成气孔,导致强度下降和耐腐蚀性不足。而真空辅助系统可将残余气体抽离至0.1kPa以下,零件致密度提升至95%以上(行业平均水平为85%-90%),满足航空级零部件对高抗拉强度的要求。微结构优化:在0.8mm超薄壁件成型中,真空环境使得铝液更充分渗入模具细小的缝隙,有效抑制微观气孔和缩孔的发生,使良品率较传统工艺提升15个百分点(从83%→98.5%)。材料兼容:适用于6061、7075等高延伸率铝合金的复杂薄壁结构成型,尤其在精密电子散热器领域解决了因气泡导致的热传导效率衰减问题。压铸过程参数严格控制,确保无气孔、无缩松缺陷。

适应薄壁件生产:随着现代产品设计向轻量化、小型化发展,薄壁件的需求日益增加。天雅江涛创新应用真空辅助压铸技术,在压铸过程中,通过抽真空的方式,将模具型腔内的空气排出,减少金属液在填充过程中卷入气体的可能性。这一技术使得薄壁件(较薄可达0.8mm)的良品率大幅提升至98.5%。在电子散热器领域,如5G基站壳体,为了实现高效散热,通常需要采用薄壁结构以增加散热面积。天雅江涛的压铸技术能够满足这种薄壁件的生产需求,生产出的5G基站壳体不仅壁薄均匀,而且表面质量良好,无明显的气孔、砂眼等缺陷。薄壁的设计使得基站壳体在保证散热性能的同时,减轻了自身重量,降低了安装和运输成本,同时高良品率也保证了大规模生产的经济性。公司致力于成为全球先进的高精度铝合金压铸技术服务商,为更多行业提供支持。嘉兴高精度压铸加工厂家
具备国家高新技术企业资质,是行业内的先进企业。嘉兴高精度压铸加工厂家
表面处理:1.机械抛光,机械抛光是通过机械手段对铸件表面进行抛光处理,去除表面的毛刺和氧化皮,提高铸件的表面光洁度。常用的机械抛光方法有振动抛光、离心抛光和滚磨抛光等。2.化学抛光,化学抛光是通过化学试剂对铸件表面进行腐蚀处理,去除表面的毛刺和氧化皮,提高铸件的表面光洁度。常用的化学抛光方法有三酸抛光、电解抛光和化学研磨等。3.阳极氧化,阳极氧化是通过电化学方法在铸件表面形成一层氧化膜,提高铸件的耐腐蚀性和装饰性。常用的阳极氧化方法有硫酸阳极氧化、铬酸阳极氧化和硬质阳极氧化等。嘉兴高精度压铸加工厂家
与压铸相关的文章
与压铸相关的产品



与压铸相关的新闻
-
丽水电子散热器压铸哪家好 2026-05-09 03:05:09时间控制:1.注射时间,注射时间是指从铝液开始注入模具到填充完毕所需的时间。注射时间的长短直接影响到铸件的成型质量和生产效率。注射时间过长会导致铝液冷却过快,产生冷隔和气孔;注射时间过短则会导致铝液充型不充分,产生冷隔和气孔。因此,合理控制注射时间是确保铸件质量的重要环节。一般来说,注射时间应根据铸...
-
温州高压压铸技术 2026-05-09 06:04:11在全球制造业向轻量化、强度高方向转型的背景下,铝合金压铸因兼具高效率、高精度、轻量化等优势,成为汽车、摩托车、新能源、航空航天等高级装备的主要制造工艺。天雅江涛深耕铝合金压铸领域25年,依托43台智能化压铸设备集群和自主创新的工艺体系,构建起覆盖0.8mm-250mm壁厚、年产8000吨规模的精密压...
-
绍兴缸头压铸流程 2026-05-08 15:04:215G通信与电子装备:基站散热器:微通道阵列式设计(通道尺寸80-150μm),热阻≤0.8K/W,适用于800W以上大功率5G基站,年出货量超200万套。服务器机箱:采用镁合金牺牲阳极保护技术,盐雾试验寿命达5000小时,成功应用于华为FusionServerPro。消费电子结构件:开发微弧氧化(...
-
杭州铝合金压铸价格 2026-05-08 07:04:20在快速发展的现代工业体系中,铝合金压铸工艺以其高效、高精度的特点,成为众多行业不可或缺的关键制造技术之一。天雅江涛,作为高精度铝合金压铸技术的专业服务商,凭借25余年的深厚积淀,不仅在国内压铸领域树立了标志,更以突出的技术实力和创新能力,引导着行业向更高质量、更高效率的方向发展。我们的专业团队始终致...
与压铸相关的问题
新闻资讯