压力控制:1.注射压力,注射压力是指压铸机在注射过程中施加的压力,它直接影响到铝液的充型能力和铸件的内部质量。注射压力过高会导致铝液飞溅、卷气和模具磨损加剧;注射压力过低则会导致铝液充型不充分,产生冷隔和气孔。因此,合理选择注射压力是确保铸件质量的关键。一般来说,注射压力应根据铸件的壁厚和结构复杂程...
压铸基本参数
- 品牌
- 天雅江涛
- 成型工艺
- 重力铸造,高压铸造,低压铸造,负压铸造,精密铸造/脱蜡铸造,硅溶胶铸造,砂型铸造,熔模铸造
- 砂型铸造种类
- 粘土湿砂型,粘土干砂型,化学硬化砂型
- 特种铸造种类
- 消失模铸造,壳型铸造,金属型铸造,半固态,离心铸造,实型铸造,泥型铸造,连续铸造,石膏型铸造,陶瓷型铸造
压铸企业商机
技术创新与企业荣誉:作为国家等级高新型技术企业,天雅江涛始终坚持技术创新,不断引入国内外先进技术和设备,提升自身研发能力。公司通过与科研机构和高校的合作,持续优化生产工艺,开发高性能铝合金材料。凭借突出的技术实力和创新能力,天雅江涛获得了多项荣誉,包括“省专精特新企业”称号,这标志着公司在专业化、精细化、特色化和新颖化方面达到了行业先进水平。未来展望:随着新能源汽车、5G通信等新兴产业的快速发展,对高精度铝合金压铸件的需求将持续增长。创新技术支持薄壁零件制造,较薄可达0.8mm。丽水5G基站壳体压铸市价

技术底蕴与设备优势:天雅江涛自成立之初,便致力于铝合金压铸技术的研发与创新,至今已积累了超过25年的宝贵经验。这一历程中,公司不仅见证了压铸技术的多次迭代升级,更亲自参与了其中多个关键环节的突破与优化。正是这份深厚的技术底蕴,使得天雅江涛在面对复杂多变的客户需求时,总能迅速响应并提供定制化解决方案。在硬件配置上,天雅江涛配备了43台全自动压铸机,锁模力覆盖280T至2500T的普遍范围,这意味着公司能够灵活应对从小型精密件到大型结构件的各类生产需求。高压、低压及重力压铸工艺的全方面支持,进一步拓宽了其服务的边界,使得天雅江涛在多种应用场景下都能游刃有余。中山压铸模具提供高压/低压/重力压铸工艺选择,满足多样化产品需求。

时间控制:1.注射时间,注射时间是指从铝液开始注入模具到填充完毕所需的时间。注射时间的长短直接影响到铸件的成型质量和生产效率。注射时间过长会导致铝液冷却过快,产生冷隔和气孔;注射时间过短则会导致铝液充型不充分,产生冷隔和气孔。因此,合理控制注射时间是确保铸件质量的重要环节。一般来说,注射时间应根据铸件的壁厚和结构复杂程度进行调整,通常在0.1秒至0.5秒之间。2.保压时间,保压时间是指在铝液充型后,为了补偿铝液的收缩而保持压力的时间。保压时间的长短直接影响到铸件的致密度和力学性能。保压时间过长会导致铸件内部产生应力,甚至出现裂纹;保压时间过短则会导致铸件内部疏松,力学性能下降。因此,保压时间应根据铸件的具体情况进行合理选择,通常在5秒至20秒之间。
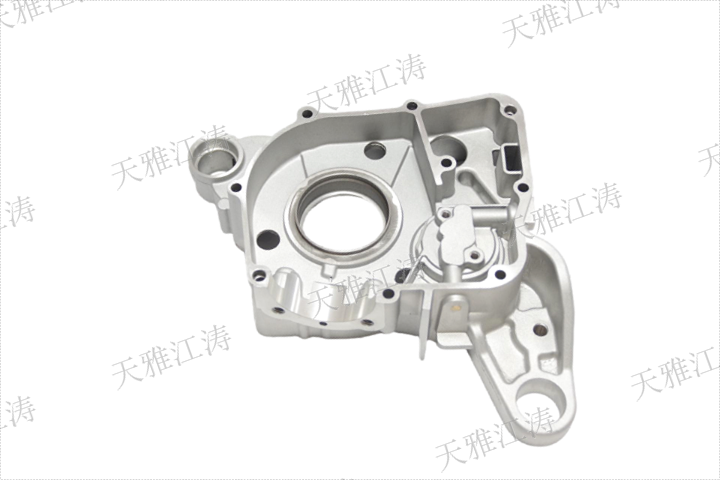
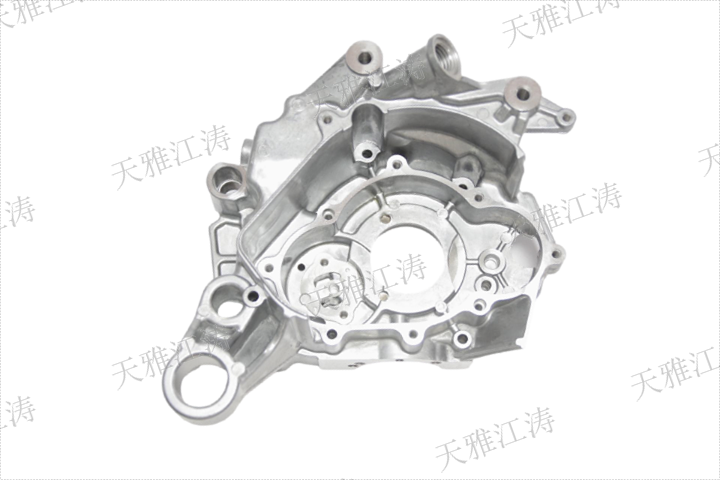
压铸产品在精度、致密度、适应薄壁件生产以及应用领域等方面具有明显特点。天雅江涛凭借其先进的技术、丰富的经验和一站式服务优势,在铝合金压铸领域树立了良好的口碑,成为众多行业客户信赖的合作伙伴。随着科技的不断进步和市场需求的持续变化,天雅江涛也将继续创新,推动压铸技术的发展,为各行业提供更优良的压铸产品和服务。在现代制造业中,铝合金压铸技术因其高效、精密的特点,已成为生产复杂结构件和高性能零部件的关键工艺之一。浙江天雅江涛动力有限公司凭借25余年的铝合金压铸经验,专注于为摩托车、汽车、新能源、电子等领域提供高精度压铸解决方案,并凭借突出的技术实力获评“省专精特新企业”和“国家高新型技术企业”。年产8000吨精密零件,满足多行业的批量生产需求。

普遍的应用领域与定制化服务:天雅江涛的压铸技术普遍应用于多个领域,包括摩托车变速箱箱体、缸头,汽车结构件(如新能源控制器壳体),以及5G基站散热器等。公司凭借先进的CAD/CAM技术,能够根据客户需求进行定制化设计和生产,确保产品在性能和外观上满足不同应用场景的要求。公司计划在未来继续加大研发投入,探索智能化、无人化压铸生产模式,以满足未来制造业对高效、精密生产的需求。总之,天雅江涛凭借其高精度铝合金压铸技术、创新的生产工艺和严格的质量控制体系,已成为行业的佼佼者。电子散热器是我们另一项重要产品,普遍应用于5G基站等高科技设备中。中山压铸模具
我们创新应用真空辅助压铸技术,有效提升薄壁件的良品率至98.5%。丽水5G基站壳体压铸市价
创新技术突破:真空辅助压铸(VacuumAssistedDieCasting):针对0.8-2mm超薄壁结构件开发真空度≥98%的辅助系统,通过消除紊流金属液流动,使良品率从92%提升至98.5%,应用于特斯拉ModelY电机支架等精密部件。半固态压铸(Thixomolding):开发固液两相比例精确控制系统(固相含量40-60%),制备出抗拉强度≥350MPa的轻量化构件,成功应用于蔚来ES8电池包下箱体。热处理工艺创新:推出梯度时效技术(T6+T7复合处理),使合金强度提升至380MPa的同时保持延伸率≥6%,突破传统T6处理强度与韧性的矛盾。丽水5G基站壳体压铸市价
与压铸相关的文章

象山5G基站壳体压铸价格
- 桐庐机械手压铸 2026-03-22
- 临平区压铸哪家好 2026-03-22
- 磐安铝件压铸工厂 2026-03-21
- 义乌汽摩配压铸生产厂家 2026-03-21
- 玉环机械手压铸厂家 2026-03-21
- 三门机械手压铸哪家好 2026-03-20
- 磐安铝合金压铸厂家 2026-03-20
- 江北区机械手压铸源头厂家 2026-03-20
- 淳安非标件压铸价格 2026-03-20
- 仙居铝合金压铸厂家 2026-03-20
- 仙居精密压铸源头厂家 2026-03-20
- 仙居铝件压铸厂家 2026-03-19


与压铸相关的新闻
-
萧山区舷外机压铸哪家好 2026-03-18 22:06:53技术创新与企业荣誉:作为国家等级高新型技术企业,天雅江涛始终坚持技术创新,不断引入国内外先进技术和设备,提升自身研发能力。公司通过与科研机构和高校的合作,持续优化生产工艺,开发高性能铝合金材料。凭借突出的技术实力和创新能力,天雅江涛获得了多项荣誉,包括“省专精特新企业”称号,这标志着公司在专业化、精...
-
永康舷外机压铸 2026-03-17 21:05:28技术特点:高精度与高效率的完美结合。全自动压铸设备,天雅江涛配备43台全自动压铸机,锁模力覆盖280T至2500T,支持高压、低压、重力压铸等多种工艺。这种多样化的设备配置能够满足不同规格和复杂程度零件的生产需求,确保产品的高精度与一致性。智能压铸单元集成,通过智能压铸单元集成技术,天雅江涛实现了铝...
-
象山压铸哪家好 2026-03-17 19:10:38应用场景深度解析:技术赋能产业升级。1摩托车领域:重塑动力性能边界,高功率发动机适配:为KTM390SuperAdventure开发的薄壁缸头(壁厚1.2mm),压缩比提升至11.5:1,功率增加7kW@10,000rpm。越野场景可靠性:三重密封结构设计(气门座圈PTFE涂层+陶瓷密封环+激光...
-
兰溪5G基站壳体压铸价格 2026-03-17 04:05:44天雅江涛通过构建"材料研发-智能工艺-数字检测-场景应用"的技术闭环,不仅在国内压铸市场占有率突破12%,更在国际舞台树立了中国智造标志。其产品矩阵覆盖功率从5W到50kW、温度从-55℃到1200℃、载荷从1N到500kN的极端工况,累计服务全球30余国客户,获得专业技术132项(含PCT专业技术...
与压铸相关的问题
新闻资讯
产品推荐
-

玉环机械手压铸厂家
2026-03-21 -
武义铝合金箱体哪家好
2026-03-21 -

磐安无人机缸头厂家
2026-03-21 -
仙居无人机箱体生产厂家
2026-03-21 -

磐安2V60缸头工厂
2026-03-21 -

东阳铝件机加工厂家
2026-03-21 -
永康舷外机缸头定制
2026-03-20 -

三门机械手压铸哪家好
2026-03-20 -
磐安铝合金压铸厂家
2026-03-20