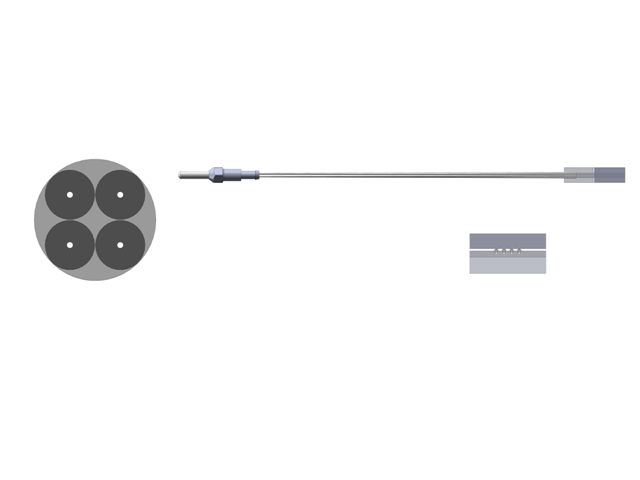
光互连4芯光纤扇入扇出器件是现代光纤通信系统中的关键组件,它们在数据传输过程中发挥着至关重要的作用。这些器件的主要功能是实现光信号从一根或多根光纤到四芯光纤的高效分配与合并,类似于电信号系统中的分配器和汇聚器。在光互连技术中,4芯光纤扇入扇出器件不仅提高了数据传输的容量,还优化了信号的完整性和稳定性。从技术角度来看,4芯光纤扇入扇出器件的设计和实现涉及复杂的光学原理和精密的制造工艺。制造商通常采用特殊的光学结构和材料,以确保光信号在分配和合并过程中的低损耗、低串扰以及高回波损耗。例如,一些先进的光纤器件制造商利用透镜、棱镜等光学元件进行精密的空间光学设计,从而优化多芯光纤与多个单模光纤之间的耦合效率。这种设计不仅实现了器件结构的紧凑性,还确保了性能指标的均衡性。针对多芯光纤的特殊结构,多芯光纤扇入扇出器件采用适配的连接方式。北京多芯光纤
多芯MT-FA高带宽扇出方案作为光通信领域突破传输瓶颈的重要技术,通过多芯光纤与高密度光纤阵列的深度耦合,实现了单根光纤中多路光信号的并行单独传输。该方案采用多芯光纤作为传输介质,其纤芯数量可达4至8个,均匀分布在125μm直径的保护套内,单芯传输容量突破传统单模光纤限制。配合MT-FA组件的精密研磨工艺,光纤端面被加工成42.5°全反射角,结合低损耗MT插芯,将多路光信号以亚微米级精度耦合至标准单模光纤阵列。这种设计使单根多芯光纤的传输带宽较传统方案提升数倍,例如在400G/800G光模块中,通过8芯并行传输可实现单通道50Gbps至100Gbps的速率叠加,同时保持通道间串扰低于-30dB,满足AI算力集群对海量数据实时传输的需求。其技术突破点在于解决了多芯光纤与单芯光纤的耦合损耗问题,通过定制化V型槽基板将单芯光纤排列公差控制在±0.5μm以内,配合激光焊接封装工艺,使插入损耗稳定在0.2dB以下,回波损耗优于55dB,明显提升了系统可靠性。嘉兴光通信2芯光纤扇入扇出器件在虚拟现实数据传输中,多芯光纤扇入扇出器件满足高帧率信号需求。
3芯光纤扇入扇出器件的设计和制造涉及复杂的光学原理和精密的工艺技术。该器件通常由三芯光纤输入端、单模光纤输出端以及中间的耦合区域组成。在耦合区域内,通过特殊的光学设计和制造工艺,实现了三芯光纤各纤芯与单模光纤之间的精确对准和高效耦合。这种器件的引入,使得多芯光纤的传输优势得以充分发挥,为构建大容量、高密度的光纤通信系统提供了可能。同时,3芯光纤扇入扇出器件还具备低插入损耗、低芯间串扰、高回波损耗等优良性能,确保了光信号在传输过程中的稳定性和可靠性。
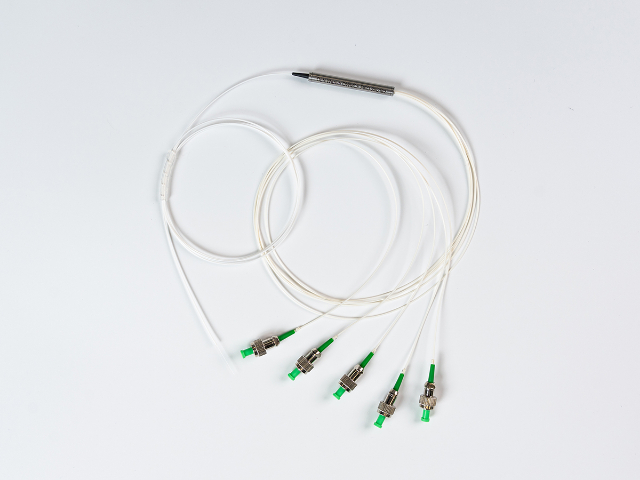
在5芯光纤扇入扇出器件的制造过程中,工艺控制至关重要。目前,常见的制造工艺包括熔融拉锥和腐蚀两种方法。熔融拉锥是通过精确控制光纤的熔融和拉伸过程,实现光纤端面的锥形化处理,从而与多芯光纤进行高效对接。而腐蚀方法则是通过化学手段,均匀腐蚀光纤的包层,改变其直径比例,以实现与多芯光纤的耦合。这两种方法各有优劣,需要根据具体应用场景进行选择和优化。随着光通信技术的不断发展,5芯光纤扇入扇出器件的应用领域也在不断拓展。在电信市场,它们被普遍应用于5G承载网络、FTTx光纤接入等场景,实现了高速、大容量的数据传输。在数据通信市场,器件则成为数据中心内部通信、服务器与交换机间连接的重要支撑,满足了云计算、大数据等新兴技术对数据传输速度和容量的需求。多芯光纤扇入扇出器件具备良好的兼容性,能适配不同类型的多芯光纤。

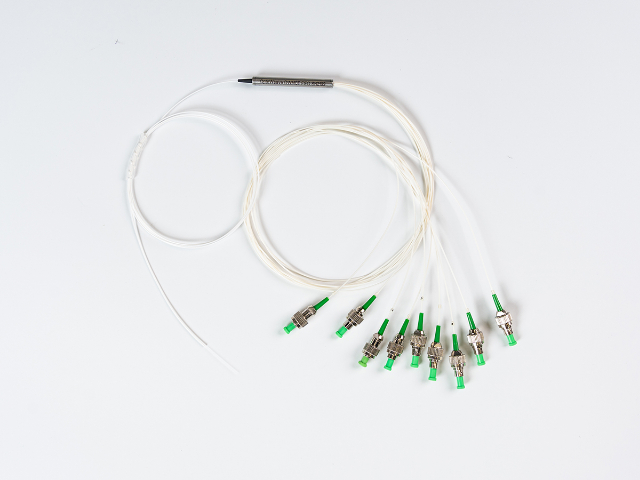
从技术层面来看,9芯光纤扇入扇出器件的制作工艺相当复杂。为了实现低损耗、低串扰的耦合,需要精确控制光纤的排列、熔融拉锥或腐蚀处理等步骤。熔融拉锥工艺通过精确控制光纤的加热和拉伸过程,使光纤束的直径与多芯光纤一致,从而实现高效耦合。而腐蚀工艺则通过化学方法改变光纤的直径比例,再通过排列粘合实现与多芯光纤的耦合。这些工艺过程都需要高度的精确性和稳定性,以确保产品的性能和质量。9芯光纤扇入扇出器件的封装形式也多种多样。为了满足不同应用场景的需求,该器件可以采用钢管式封装、模块化封装等多种形式。封装尺寸也可以根据客户需求进行定制,以满足特定安装空间的要求。同时,器件的接口类型也相当丰富,如FC/PC、FC/APC、SC、LC等,可以方便地与各种光纤跳线进行连接。多芯光纤扇入扇出器件可实现光信号的双向传输,提高链路利用率。武汉光传感3芯光纤扇入扇出器件
多芯光纤扇入扇出器件可有效降低光链路的复杂性,简化系统整体结构。北京多芯光纤
固化条件的优化需结合材料特性与工艺约束进行动态调整。对于高密度MT-FA组件,固化温度梯度控制尤为关键。环氧类胶粘剂在低于10℃时反应终止,而聚氨酯类需维持0℃以上环境,实际操作中需根据胶种设定温度下限。以某型双组份环氧胶为例,其固化曲线显示:在25℃室温下需24小时达到基本强度,但通过阶梯升温工艺(60℃/2小时+85℃/1小时)可将固化时间缩短至3小时,且剪切强度提升37%。压力参数同样影响质量,实验表明环氧胶固化时施加0.2-0.5MPa压力可使胶层厚度偏差控制在±5μm以内,避免因气泡或空隙导致的应力集中。对于UV+热双重固化体系,需先通过365nmUV光照射触发丙烯酸酯单体的自由基聚合,形成初始交联网络,随后在120℃下进行热固化以完善三维结构。某研究机构测试显示,该工艺可使胶层耐温性从150℃提升至250℃,满足高功率光模块的回流焊要求。值得注意的是,固化异常处理需建立快速响应机制,例如当环境湿度超过65%时,需将固化时间延长20%,或通过红外加热补偿湿度影响,确保交联反应充分进行。北京多芯光纤
在实际应用中,光互连3芯光纤扇入扇出器件展现出了良好的性能。它具有低插入损耗、低芯间串扰和高回波损耗...
【详情】材料与工艺创新是多芯MT-FA高精度对准技术落地的关键保障。针对硅基光芯片与光纤的模场失配问题,模场...
【详情】在实际应用中,光互连3芯光纤扇入扇出器件展现出了良好的性能。它具有低插入损耗、低芯间串扰和高回波损耗...
【详情】固化条件的优化需结合材料特性与工艺约束进行动态调整。对于高密度MT-FA组件,固化温度梯度控制尤为关...
【详情】该技术的产业化应用正推动光模块向更小体积、更高集成度发展。在硅光模块领域,多芯MT-FA主动对准技术...
【详情】在光通信技术向超高速率与高集成度演进的浪潮中,高密度多芯MT-FA光连接器凭借其独特的并行传输能力,...
【详情】随着技术的不断进步和成本的逐渐降低,19芯光纤扇入扇出器件有望在光通信领域得到更普遍的应用。未来,我...
【详情】24芯MT-FA多芯光纤组件作为高速光通信领域的重要器件,凭借其高密度集成与低损耗传输特性,已成为支...
【详情】从技术实现层面看,多通道MT-FA光组件封装的工艺复杂度极高,涉及光纤切割、V槽精密加工、端面抛光、...
【详情】为了满足不断变化的市场需求,光纤器件制造商正在不断研发和创新。他们致力于开发具有更高性能、更小封装尺...
【详情】光传感4芯光纤扇入扇出器件是现代光纤通信系统中不可或缺的关键组件,它扮演着信号分配与整合的重要角色。...
【详情】材料与工艺创新是多芯MT-FA高精度对准技术落地的关键保障。针对硅基光芯片与光纤的模场失配问题,模场...
【详情】