- 品牌
- 上海蔚亚
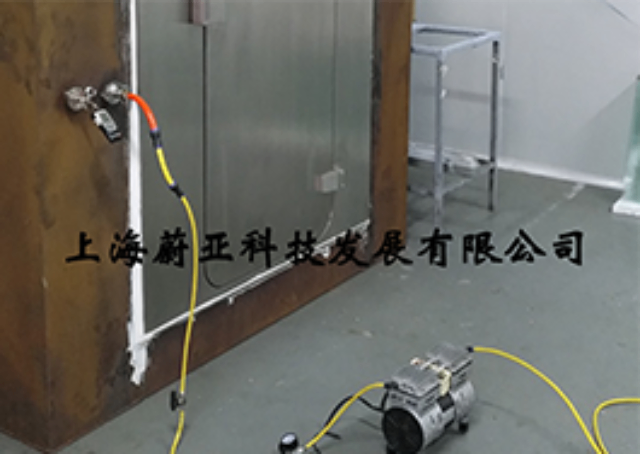
3.压差检测:洁净室与外界环境的压差是保持洁净室内洁净度的重要因素。压差检测通过对洁净室各区域的压差进行测量,确保洁净室内部与外部环境的压差符合规定要求,从而防止外部污染物进入洁净室。4.气流速度检测:洁净室内的气流速度对于维持洁净度至关重要。气流速度过快可能导致尘埃粒子飞扬,而气流速度过慢则可能导致尘埃粒子沉积。因此,气流速度检测是评估洁净室气流组织情况的重要手段。5.表面洁净度检测:洁净室内的各种表面,如墙壁、地面、设备外壳等,也是尘埃粒子容易沉积的地方。表面洁净度检测通过对这些表面的尘埃粒子数量进行检测,评估洁净室内部表面的洁净情况。洁净室检测后,需形成详细的检测报告,记录各项指标数据。实验室环境检测服务至上

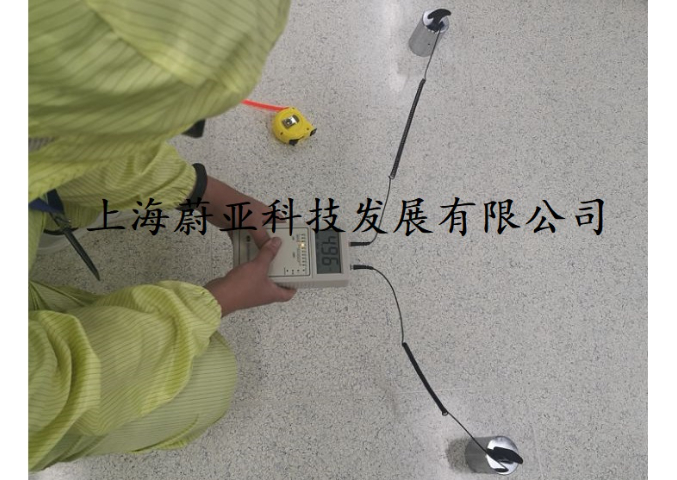
相对湿度在40%至60%的范围同样也是人类感觉舒适的适度范围。湿度过高会使人觉得气闷,而湿度低于30%则会让人感觉干燥,皮肤皲裂,呼吸道不适以及情感上的不快。高湿度实际上减小了洁净室表面的静电荷积累──这是人们希望的结果。较低的湿度比较适合电荷的积累并成为潜在的具有破坏性的静电释放源。当相对湿度超过50%时,静电荷开始迅速消散,但是当相对湿度小于30%时,它们可以在绝缘体或者未接地的表面上持续存在很长一段时间。相对湿度在35%到40%之间可以作为一个令人满意的折中,半导体洁净室一般都使用额外的控制装置以限制静电荷的积累。浙江实验室环境检测技术好洁净室检测是确保生产环境达到特定洁净度标准的关键步骤。

5.1工艺布局5.1.1工艺平面应与工艺要求的洁净用房等级相适应,并应防止食品、食品接触面和食品包装受到污染。原料、半成品、成品、生食和熟食应在各自**的有完整分隔的生产区内加工制作。5.1.2工艺设备布置应符合生产流程要求,同类型设备宜集中布置。5.1.3工艺布置宜使原料、半成品的运输距离缩至**短,不宜往返交叉。5.1.4操作台之间、设备之间以及设备与建筑围护结构之间应有安全维修和清洁的距离。5.1.5生产和操作过程中产生粉尘和气体污染的工艺设备宜布置在洁净用房外,若布置在室内时,宜靠墙且靠近回、排风口或设局部排风装置的位置布置。
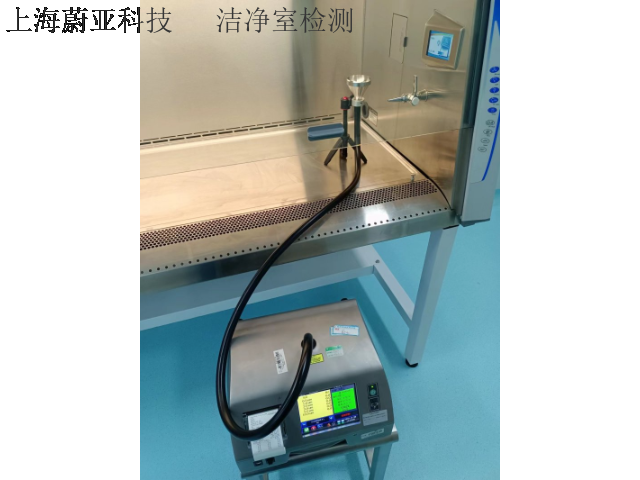
空气洁净度:这是洁净车间环境检测的**指标,通常通过检测空气中的尘埃粒子数来评估。不同洁净等级的车间对尘埃粒子的限制不同,如洁净度等级为100级的车间对大于等于5μm的尘粒有严格的计数要求。微生物指标:包括浮游菌、沉降菌等微生物的数量。这些微生物可能对产品质量和工作人员健康造成影响,因此需要进行严格的控制和监测。温度与湿度:洁净车间需要保持稳定的温度和湿度环境,以确保生产过程的顺利进行和产品质量的稳定。通常,生产工艺对温度和湿度无特殊要求时,洁净室温度应为18~26℃,相对湿度应为45~65%。洁净室检测不仅关注硬件设施的完善,还注重人员操作的规范性。
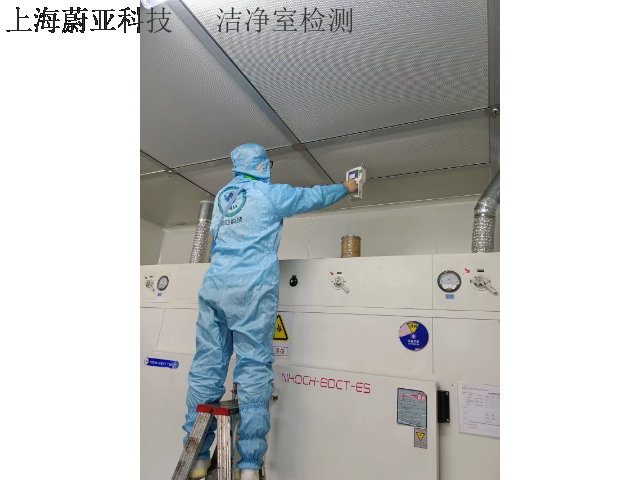
四、照度标准规定:洁净区主要操作间照度不得少于300勒克斯,一般照明的照度均匀度不应小于0.7。洁净区的照度检查每年不得少于一次,在经过设备大修、厂房改造、工艺布局调整等变更的时候应在变更结束后重新检测照度。检测要求:室内照度测度必须在室温已趋稳定,光源光输出趋于稳定后进行(对荧光灯必须有100h)。检测方法:测点平面离地面0.85m,按间距1-2m布点,测点距墙面1m。其要求基本与洁净度的测定位置要求相同。记录实测照度值并计算总的平均照度。照度测量一般*测定除局部照明之外的一般照明。微生物检测也是洁净室检测中不可或缺的一环。上海口罩生产车间环境检测方便客户
在生产工艺平面区划时尽可能把相同级别的洁净房间布置在一起,把洁净度要求高的工序设置在上风侧。实验室环境检测服务至上
在单向流洁净室内,干净气流不是一股或几股,而是充满全室断面,所以这种洁净室不是靠洁净气流对室内脏空气的掺混稀释作用,而是靠洁净气流推出作用将室内脏空气沿整个断面排至室外,达到净化室内空气的目的。所以,前联邦德国有人称单向流洁净室的气流为“活塞流”、“平推流”前苏联称之为“被挤压的弱空气射流”。干净空气就好比一个空气活塞,沿着房间这个“气缸”,向前(下)推进,而使尘粒只能前(下)进,没有返回,把原有的含尘浓度高的空气挤压出房间。实验室环境检测服务至上

洁净室检测中的微生物溯源与污染模型建立当洁净室微生物检测结果超标时,通过微生物溯源技术(如菌种鉴定、脉冲场凝胶电泳PFGE)确定污染菌株的来源,能够有效切断传播链。例如,从洁净室沉降菌中分离出金黄色葡萄球菌,通过基因测序发现与操作人员手部携带菌株同源,即可确认人员手部消毒不彻底是污染源。建立微生物污染模型时,需综合考虑人员数量、操作频率、设备材质(如不锈钢表面细菌存活率低于塑料)、消毒方式(如紫外线对***杀灭效果有限)等因素,通过回归分析确定各因素对微生物浓度的影响权重。例如,在医药洁净室中发现,操作人员数量每增加10%,浮游菌浓度平均上升15%,据此可制定人员限流措施(如限制非必要人员进入...
- 上海实验室环境检测认真负责 2026-04-14
- 山东实验室检测服务至上 2026-04-14
- 江西生物安全柜检测价格 2026-04-14
- 湖南洁净工作台检测诚信推荐 2026-04-14
- 上海电子厂房环境检测价格 2026-04-14
- 上海实验室环境检测优化价格 2026-04-14
- 江苏实验室检测诚信推荐 2026-04-14
- 辽宁生物安全柜检测服务至上 2026-04-14
- 辽宁消毒液净化车间环境检测认真负责 2026-04-14
- 北京洁净工作台检测规范性强 2026-04-14


- 北京生物安全柜检测诚信推荐 2025-06-13
- 北京实验室检测优化价格 2025-06-13
- 上海实验室环境检测规范性强 2025-06-13
- 湖北口罩生产车间环境检测哪家好 2025-06-13
- 广东生物安全柜检测诚信推荐 2025-06-13
- 福建国内检测值得推荐 2025-06-13



- 山东实验室检测服务至上 04-14
- 安徽噪音无尘室检测第三方检测机构 04-14
- 江西生物安全柜检测价格 04-14
- 浙江半导体净化车间无尘室检测规范性强 04-14
- 安徽消毒液净化车间环境无尘室检测评估 04-14
- 安徽排风柜洁净室检测技术好 04-14
- 江苏医疗净化车间无尘室检测诚信推荐 04-14
- 上海洁净工作台无尘室检测诚信推荐 04-14
- 浙江风速洁净室检测报告 04-14
- 湖南洁净工作台检测诚信推荐 04-14