- 品牌
- SOG
- 型号
- 定制
- 类型
- TC
- 材质
- 丁腈橡胶,氟橡胶
- 结构类型
- 橡胶包骨架结构
- 是否进口
- 是
- 是否标准件
- 标准件,非标准件
- 加工定制
- 是
- 使用温度
- 200
- 使用压力
- 0.03
- 规格尺寸
- 20*35*7
- 产地
- 中国台湾
- 厂家
- 采升
- 特殊性质
- 耐高温,耐磨损,耐腐蚀,耐高压
骨架油封是精密元件.装配与保管不当也会影响使用性能。油封在运输和储存时应注意:①不要打开原包装,注意包装是否损坏,装配前尽量把油封留在原包装里;②避免日光直晒,也不要放置在高温热源附近,因为这会促使橡胶老化;③油封不得随意散放,要注意防尘和防土,确保使油封处在封闭或有盖状态:④在运输和使用油封时,为防止油封变形和弹簧脱落,请不要给予过分冲击;⑤油封也不能用细绳捆扎,也不要挂在钉子或金属线上,这样会损伤密封唇;⑥不得把油封放到潮湿的地方。这样会使金属部件生锈;⑦不要将密封件放在靠近电视和产生臭氧的地方;⑧请不要用指甲或硬物摩擦唇口端部,以防损坏密封唇。TB: 双唇, 有安装弹簧 ,外壳铁壳;海南骨架油封订做价格

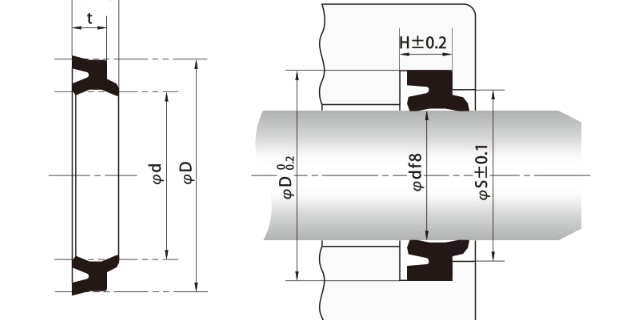
《GB/T9877.1-88》适用范围:——本标准规定了内包骨架旋转轴唇形密封圈的基本结构、骨架和弹簧尺寸系列。本标准适用于安装在设备中的旋转轴端,在压差不超过0.03MPa的条件下,对流体和润滑脂起密封作用的内包骨架旋转轴唇形密封圈;《GB/T9877.2-1988》是旋转轴唇形密封圈结构尺寸系列第二部分:外露骨架旋转轴唇形密封圈的相关规定。《GB13871-1992》适用范围:——本标准规定了轴径从6~400mm和相应的密封腔体(以下简称腔体)内孔直径从16~440mm的旋转轴唇形密封圈(以下简称密封圈)的基本尺寸和公差。为了保证不同制造厂生产的密封圈的互换性,本标准还规定了轴与安装孔的尺寸和公差。本标准适用于工作压力等于或小于0.05MPa的密封圈,不适用于更高的工作压力。为使生产厂提供的密封圈能够满足设计和使用要求,本标准的附录A为供需双方推荐了签订协议用的密封圈有关报告格式、重庆耐腐蚀油封市场价自由状态下,油封唇口内径比轴径小,具有一定的过盈量。

骨架油封的选择方式:①单唇口油封主要用于密封速度低、粘度大(如大黄油)的介质。②单唇口装弹簧油封用于密封速度高、粘度小的介质。③双唇口油密唇口呈相反方向,一唇口装弹簧,另一唇口不装弹簧。装弹簧唇口密封润滑剂,另一唇口密封粉尘、灰尘等异物。④双唇口油封唇口呈相反方向,两唇口均装有弹簧。一唇口密封润滑剂,另一唇口密封流体。⑤开口油封主要用在飞溅润滑处。⑥外向油封用于轴静止而孔回转的地方。⑦流体动力密封用在凹槽、凸缘等处,它将油挤到密封内侧。
骨架油封是油封的典型形式,一般说的油封即指的是骨架油封。油封的作用一般就是将传动部件中需要润滑的部件与出力部件隔离,不至于让润滑油渗漏。骨架就如同混凝土构件里面的钢筋,起到加强的作用,并使油封能保持形状及张力。骨架油封结构有三部分组成:油封体、加强骨架和自紧螺旋弹簧。密封体按照不同部位又分为底部、腰骨架油封构造图部、刃口和密封唇等。通常,在自由状态下的骨架油封,其内径比轴径小,即具有一定的“过盈量”。因此,当油封装入油封座和轴上之后,油封刃口的压力和自紧螺旋弹簧的收缩力对轴产生一定的径向紧力,经过一段时间运行后,该压力会迅速减小乃至消失,因而,加上弹簧可以随时补偿油封自紧力。骨架油封共分三部分:自紧弹簧、密封主体、加强骨架。

静态密封机理比较简单,油封密封界面为宽度为0.1-0.2mm的窄环带,在预加载荷的作用下(通常为弹簧),油封与轴之间一般有1N/mm2左右的平均径向接触压力;当润滑油压力低于该压力值的情况下,油封阻止其向外界泄漏。
但是,静态不泄漏的油封运转时仍可能发生泄漏。
其动态密封机理如下:在正常运转过程中,油首先通过毛细作用和粗糙组织(油封窄带与轴的粗糙度)的泵送作用进入到油封与轴接触的窄带内。当有进入此接触面时,泵送作用开始起作用。大气侧的级联微观泵具有较高的潜在泵送能力,在此基础上形成流体动压平衡。现在,密封在油膜上运转而保持密封状态,此时的运转状态为贫油润滑状态。这个即是油封密封机理的微观模型。 密封件必须避开强光照射,避免密封件被空气中臭氧侵蚀或提早老化。上海耐腐蚀油封厂家现货
TA :双唇, 有安装弹簧, 双铁壳 (外壳铁壳包内壳);海南骨架油封订做价格
恩福(中国)由 NOK 株式会社(日本)和科德宝密封技术集团(德国)均等出资组建,旨在为高速成长中的中国市场提供本土生产或进口的密封件产品。公司服务于汽车工业和通用工业领域内诸多欧美,日本及中国客户。
通过和关联公司 NOK 株式会社(日本),科德宝密封技术集团(欧洲),以及科德宝-NOK 密封技术集团(美国)的合作,本土生产的产品不断发展,满足市场需求。在市场上取得成功的因素和科德宝密封技术集团/NOK 株式会社在其他地区取得成功的因素一样,即品质保障。 海南骨架油封订做价格
轴的设计:1、表面粗糙度,由于轴的速度与油量不同,一般轴的粗糙度过大或过小,都会影响到油封的泄漏与磨损。轴的表面粗糙度容许范围为Rz1.0~5.0μm;Ra0.2~0.8μm。对旋转轴用油封取2.5~1.6μmRz。2、硬度,旋转轴的表面硬度一般取≥35HRC。当介质较脏,有来自外界的污染杂质,或轴表速度>12m/s时,轴表面硬度应为55HRC以上,轴表面淬火层深度>0.2mm。3、轴的倒角,推荐值15°~30°,以能让油封确实装入,不损伤油封唇缘为原则。4、轴的加工,正确的轴加工是保证密封系统正常工作的决定性因素,适宜的油封轴加工方法是横向给进精研磨,金刚砂纸磨光。不适宜的加工方法是在车床上...
- 北京双唇骨架油封订做价格 2026-04-17
- 上海TB骨架油封市场价 2026-04-17
- 河南油封类型 2026-04-17
- 广西单唇骨架油封订做价格 2026-04-17
- 福建耐腐蚀油封电话 2026-04-16
- 重庆氟胶油封订做价格 2026-04-16
- 河北氟胶油封厂家报价 2026-04-16
- 上海耐腐蚀油封厂家现货 2026-04-16
- 氟胶油封价格表 2026-04-16
- 北京TB骨架油封联系方式 2026-04-16

- 浙江骨架油封厂家现货 2026-04-16
- 山东耐腐蚀油封市场价 2026-04-16
- 金华油封类型 2026-04-16
- 南通J型油封 2026-04-16
- 北京耐腐蚀油封价格表 2026-04-16
- 天津丁晴橡胶油封厂家报价 2026-04-16




- 河南橡胶防尘圈厂家报价 05-05
- 舟山DKB防尘圈厂家报价 05-05
- 湖州耐高温氟胶防尘圈欢迎选购 05-05
- 河北绿色环保防尘圈哪里买 05-05
- 南通DH防尘圈订做价格 05-05
- 常州GA防尘圈常见问题 05-05
- 安徽防尘圈商家 05-05
- 聚氨酯防尘圈供应商 05-05
- 温州FA防尘圈联系方式 05-05
- 衢州FA防尘圈批量定制 05-05