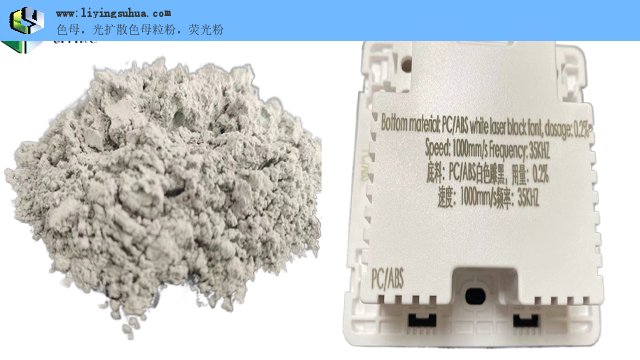
红外探测器的原理及特点人体都有恒定的体温,一般在37度左右,会发出特定波长10μm左右的红外线,被动红外探测器就是靠探测人体发射的10μm左右的红外线而进行工作的。人体发射的10μm左右的红外线通过菲涅尔滤光片增强后聚集到红外感应源上。红外感应源通常采用热释电元件,这种元件在接收到人体红外辐射温度发生变化时就会失去电荷平衡,向外释放电荷,后续电路经检测处理后就能产生报警信号。1.被动红外探测器是以探测人体辐射为目标的,所以热释电元件对波长为10μm左右的红外辐射必须非常敏感。2.为了**对人体的红外辐射敏感,在它的辐射照面通常覆盖有特殊的菲涅尔滤光片,使环境的干扰受到明显的控制作用。其传感器包含两个互相串联或并联的热释电元件。而且制成的两个电极化方向正好相反,环境背景辐射对两个热释元件几乎具有相同的作用,使其产生释电效应相互抵消,于是探测器无信号输出。4.一旦人侵入探测区域内,人体红外辐射通过部分镜面聚焦,并被热释电元接收,但是两片热释电元接收到的热量不同,热释电也不同不能抵消,经信号处理而报警。被动红外深测器优缺点优点:本身不发任何类型辐射,器件功耗很小,隐蔽性较好,价格低廉。 红外线遥控器**特殊工程塑料PC 波长700nm可感应距离为15-20m。浙江ABS安防摄像头镜片红外线穿透塑料透过率90%

丽盈有限公司为您讲述红外线穿透pmma原料的产品应用设计技术注意事项
1、光学设计须考虑:穿透频谱,反射损失,红外吸收,折射率,色散,双折射特性。以及红外光学材料的吸水性,透红外线塑料好,收缩率,玻璃化温度,流动性,透红外线塑料公司,比重,强度,光学透红外线塑料,耐刮性,耐高低温,抗化学,电气性能,耐冲击性能。
2、模具设计须考虑:模具材质的耐腐蚀,耐磨性要好,模仁镀膜及镜面加工技术要好,产品的厚薄比,透红外线塑料厂家,形状变化不要太大。
3、射出或挤压成型须考虑:红外光学材料务必确保水分被烘干前提,不能选择过高或过低的加工温度,模具需要设定一定的温度,不能太低或太高,射出时避免忽高忽低的变速。
4、测技术须注意:光滑饱满的塑胶制品方适合取样测试,样品测量时须充分的冷却为宜。 感光材料红外线穿透塑料作用原理塑料红外滤光片,由PC、PMMA材料制成,外观颜色呈现黑色。
红外技术的物理基础红外技术的发展以红外线的物理特性为基础。红外线是由于物质内部带电微粒的能量发生变化而产生的,它是一种电磁波,处于可见光谱红光之外,突出特点是热作用***。红外线的波长介于可见光与无线电波之间,从μm~l000μm,可分为四个波段:近红外(~3μm)、中红外(3~6μm)、远红外(6~15μm)和极远红外(15-1000μm),红外线具有以下特性:红外光电效应、红外辐射、红外从技术角度看,红外技术的进步至少表现在以下四个方面:(1)探测器的光谱响应已从短波扩展到长波方向,实现了对室温目标的探测,充分利用了大气窗口。(2)探测器已从单元发展到多单元,多元又发展到焦平面阵列(FPA)探测器。连上两个台阶,相应地系统实现了从点源探测到获得目标的热成像(面源探测)的飞跃。(3)发展了种类繁多的探测器系统。(4)红外系统已从单波段探测向多波段探测发展,获得了丰富的目标信息。
紫外线是位于日光高能区的不可见光线。依据紫外线自身波长的不同,可将紫外线分为三个区域。即短波紫外线、中波紫外线和长波紫外线。短波紫外线:简称UVC。是波长200-280nm的紫外光线。短波紫外线在经过地球表面同温层时被臭氧层吸收。不能达到地球表面,对人体产生重要作用。因此,对短波紫外线应引起足够的重视。中波紫外线:简称UVB。是波长280-320nm的紫外线。中波紫外线对人体皮肤有一定的生理作用。此类紫外线的极大部分被皮肤表皮所吸收,不能再渗入皮肤内部。但由于其阶能较高,对皮肤可产生强烈的光损伤,被照射部位皮革血管扩详解紫外线各波段,及其穿透力_word文档在线阅读与下载_**文档张,皮肤可出现***、水泡等症状。长久照射皮肤会出现红斑、炎症、皮肤老化,严重者可引起皮肤*。中波紫外线又被称作紫外线的晒伤(红)段,是应重点预防的紫外线波段。长波紫外线:简称UVA。是波长320-400nm的紫外线。长波紫外线对衣物和人体皮肤的穿透性远比中波紫外线要强,可达到皮革深处,并可对表皮部位的黑色素起作用,从而引起皮肤黑色素沉着,使皮肤变黑,起到了防御紫外线,保护皮肤的作用。因而长波紫外线也被称做“晒黑段”。 红外线穿透塑料其光学性能稳定,与玻璃材质的红外滤光片相比特点是成本低,不易破碎。

焊接医用管件在与Natvar公司合作中,我们使用添加剂来吸收激光能量,焊接医疗应用中所需的管子(如图4)。通常,这些产品都是使用紫外光粘接或者溶剂接合的方式来实现的。紫外光粘接通常需要15-20秒的固化时间。溶剂接合是即时的,但是必须要加入一种化学品来产生接点。紫外光粘接和溶剂接合的方式都需要在整个过程中接触端口表面(锥形渐缩处),通常长度可达。这些管子可以通过管子内层和外层混合挤压成型来实现套管的要求,管子透明塑料材料的激光焊接_word文档在线阅读与下载_**文档的外部是柔软、可触的表面。该表层可以是不同的塑料或者热塑性人造橡胶材料,比如PVC、TPU、TPE,或者COPE。添加剂被加在管子壁的外层,这样就可以利用激光来焊接管子两端的端口部分。管子和端口处必须是透明无色的,以便测量流经管子的液体。通过压合过程,端口被固定到管子上。利用光束整形,激光焊接过程可以形成环形接点,从而同步的进行焊接。压合过程不需要额外的夹具来固定。这样,激光焊接在管子的端部就形成了密封的接点,该焊接对元件的透明度没有任何影响。 触摸式精确控温烘烤线 红外线烘烤线 隧道烤炉 电子产品烘干线。感光材料红外线穿透塑料作用原理
智能门锁掌纹感应红外滤光片厂家 智能安防透红外亚克力塑料板。浙江ABS安防摄像头镜片红外线穿透塑料透过率90%
Clearweld涂层工艺带有吸收范围在940-1100nm吸收剂的涂层为低粘性、基于溶剂的液体物质,被应用于各种配料系统中。典型的溶剂是乙醇和**。涂层的用量以纳升/平方毫米(nL/mm2)为单位。溶剂可作为载体,挥发得很快,从而在塑料表面形成一层吸收材料薄膜。通常,干燥时间在1至7秒。也可以使用辅助干燥的方法,例如使用红外线灯对零件的预加热或者后加热,令溶剂的挥发更为迅速。涂层过程可以与焊接过程分开进行。当涂层应用到材料表面时,一个均透明塑料材料的激光焊接_word文档在线阅读与下载_**文档匀的吸收剂薄层就沉积在材料的表面。在激光辐射以前,干燥后的涂层在可见波段有些许颜色。进行焊接时,激光辐射被涂层吸收,同时被转化成热能。由于热传导,临近于涂层的表面材料被加热而熔化,固化后就形成了焊点。在加热的过程中,吸收剂分解,涂层就完全失去了可见波段的颜色。添加剂吸收剂还可被于许多热塑材料中,它作为添加剂被加入下层的塑料中以协助激光焊接过程。这个过程类似于在材料中添加炭黑,不过,这里的颜色更为多样,可被用于透明/不透明的塑料零件中。 浙江ABS安防摄像头镜片红外线穿透塑料透过率90%
深圳市丽盈塑化有限公司坚持“以人为本”的企业理念,拥有一支专业的员工队伍,力求提供更好的产品和服务回馈社会,并欢迎广大新老客户光临惠顾,真诚合作、共创美好未来。丽盈塑化——您可信赖的朋友,公司地址:宝安区松岗街道松岗大道72号鑫永盛大厦915室。