- 品牌
- 百财源
- 型号
- 10*1000-100*1000
- 材质
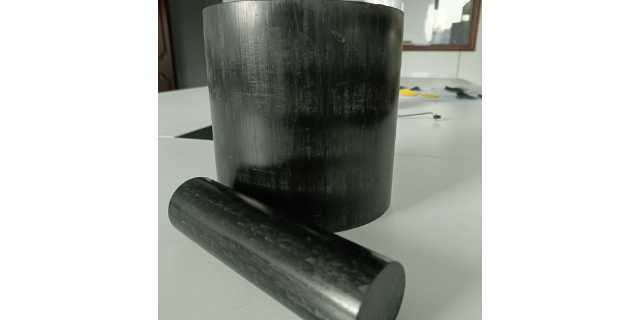
- POK聚酮
- 硬度
- 硬质
- 截面形状
- 圆形
- 产地
- 东莞
- 长度
- 1000
- 壁厚
- 10-100
- 密度
- 1.24
- 外观
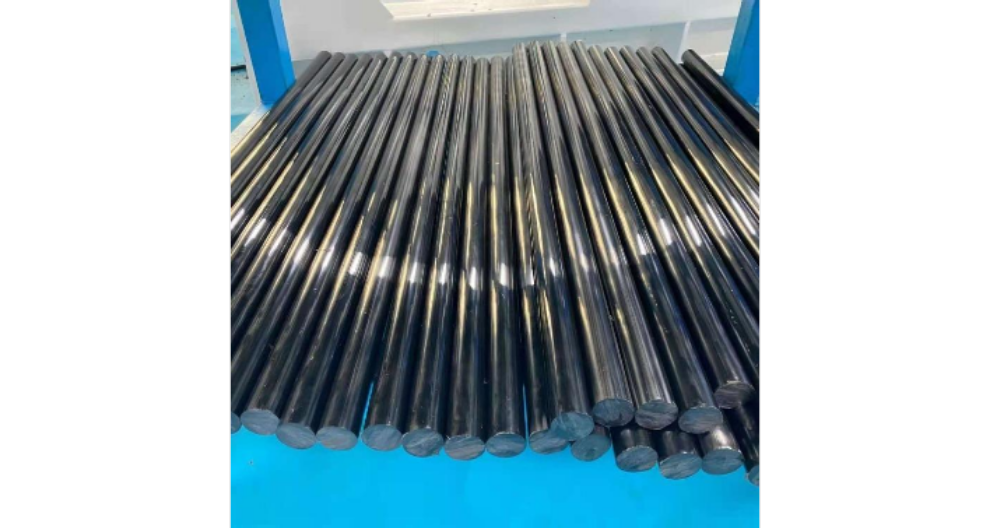
- 本色/黑色
- 用途
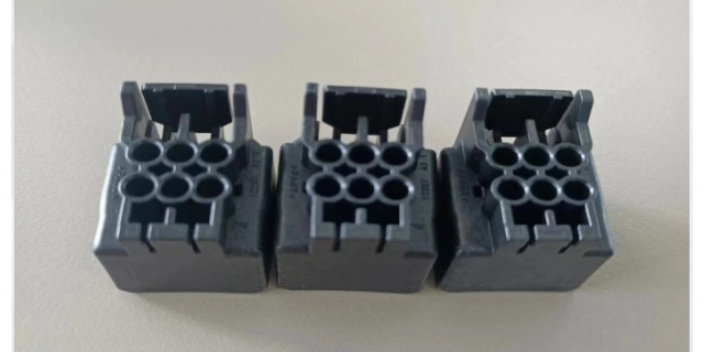
- 传动装置零部件、连接件
- 厂家
- 东莞市明德塑胶制品有限公司
POK棒材料比重高于尼龙,低于POM和PBT材料。该材料的分子结构决定其有突出的柔韧性和抗冲击性。POK棒还具有其他材料不可比拟的特性:其机械强度不会随温度、湿度改变而发生明显的变化。---------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------了解更多请登录东莞市明德塑胶制品有限公司官网。POK棒HDT是200℃,可在高温环境下长期使用。南通黑色POK棒批发
目前,耐磨性塑胶材料是世界公认的一个难题。良好的耐磨性能能够增加产品的性能和寿命。增加机械运作过程中的耐磨性和强度。所有的塑胶材料里面,PEEK作为一款高性能材料,能够多方面的适用于各种环境,但受制于其高昂的价格,导致在实际应用中并没有普遍的得到使用。POK棒做为一款能够替代PEEK的存在,相对优惠的价格和足够的物理性能使其能够被更广的运用。举个例子来说,这个过程就像是碳纤维复合材料成就了无人机,好的性能的材料能够成就一个新的产品甚至一个新的市场,新的科技应用。南通定制POK棒销售我国塑料制品业已由高速增长转为中速平稳增长。

当需要可靠、耐磨型解决方案时,POK棒便是完美的选择。 它通常用于生产齿轮、轴承、凸轮、密封件、把手或各种泵组件。 我们的高级挤压方法可以生产出极其精确的型材,这些型材非常适合精密工程、机械工程以及航空航天、汽车和造船行业。(当需要可靠、耐磨型解决方案时,POK棒便是完美的选择。 它通常用于生产齿轮、轴承、凸轮、密封件、把手或各种泵组件。 我们的高级挤压方法可以生产出极其精确的型材,这些型材非常适合精密工程、机械工程以及航空航天、汽车和造船行业。)
塑料——以树脂为主要成分,加入或不加入其他配合材料(助剂)构成的,在加热、加压条件下可塑的高分子材料。它是世界三大有机高分子材料之一(三大高分子材料是塑料,橡胶,纤维)。塑料的英文名是plastic,俗称:塑胶。塑料的基本原料是低分子碳、氢化合物,它是从石油、天然气或煤裂解物中提炼和合成出来的人造树脂。按塑料的应用分类,可以分为通用塑料和工程塑料。通用塑料:产量大、价格低、性能一般。(如:PE、PP、PVC、PS、ABS等)工程塑料:优异的综合性能,可作结构性材料。(如:POK、PC、POM、PA、PET等,工程塑料的产量相对较少,价格较贵)。-----找工程塑料 POK棒,选东莞市明德塑胶制品有限公司POK棒能够在酸碱、有机溶剂等腐蚀性介质中长期稳定使用。
POK棒是全部主链都由碳素组成的工程塑料,是高结晶性、结实的结晶结构,主要有耐水解、耐冲击性、耐磨损性、耐化学性、耐燃料性、气体阻隔性能。分为一氧化碳和乙烯通过二元交替共聚合形成的较高质度纤维用途共聚物(Copolymer)和作为工程塑料用途追加使用丙烯的三元共聚合物(Terpolymer)两种。与其他材料助剂有一定的相容性,能够通过改性增加其刚性、韧性、阻燃性等多方面的性能,使其能够胜任更多的工作环境,获得更长远的发展空间。POK棒耐酸,耐碱,抗化学性只次于PPS。广东环保材料POK棒密度
POK棒的可塑性强,比较容易进行机加工。南通黑色POK棒批发
在过去的几年里,中国塑料件行业经历了巨大的发展,规模也不断扩大,市场份额在不断提升。随着中国经济发展,**加大了对塑料件行业的投资,改善了塑料件行业的技术含量,推动了行业的持续发展。塑料件行业发展迅速,利用新技术,加快了生产步伐,提高了生产效率,促进了塑料件行业的可持续发展。 POK棒 本色POK棒
随着制造业转型升级,塑料件行业也在加快转型升级的步伐,利用新技术的发展,提高了塑料件的质量,提高了行业的技术含量,推动了行业的发展。 塑料件行业也在不断推出新技术,新工艺,提高了塑料件的性能和功能,提高了塑料件的质量,满足了客户的需求,推动了塑料件行业的发展。 阻燃POK棒 加纤POK棒 超润滑POK棒 南通黑色POK棒批发

在汽车传动系统与内饰件制造中,POK 棒材同样有广泛应用。例如,汽车座椅的调节齿轮、天窗的传动滑块,需具备高耐磨与低噪音特性,POK 棒材的摩擦系数低,且在长期往复运动中磨耗量小,能有效减少传动噪音,提升驾乘体验;而在车门内饰板的支撑骨架、中控台的结构件中,POK 棒材的轻量化优势明显 —— 其密度只为 1.18g/cm³,低于 PA66(1.14g/cm³,加纤后更高),在保证强度的同时,可降低车身重量,助力汽车节能减排。东莞市明德塑胶制品有限公司在为汽车行业客户提供 POK 棒材时,严格遵循 IATF16949 汽车行业质量管理体系要求,从原材料采购到生产加工全程进行质量管控,确保每一批 ...
- 内蒙古低摩擦POK棒销售 2026-02-25
- 湖北增韧POK棒厂家直销 2026-02-25
- 陕西玻纤增强POK棒 2026-02-25
- 福建增强POK棒原料 2026-02-25
- 云南玻纤增强POK棒哪里买 2026-02-24
- 湖北玻纤增强POK棒加工 2026-02-24
- 中国香港低摩擦POK棒生产 2026-02-24
- 天津玻纤增强POK棒 2026-02-24
- 山东增强POK棒多少钱 2026-02-24
- 安徽低摩擦POK棒批发 2026-02-24


- 广东低摩擦POK棒物性 2026-02-14
- 中国澳门玻纤增强POK棒哪里买 2026-02-14
- 浙江增强POK棒 2026-02-13
- 福建自润滑POK棒厂家直销 2026-02-13
- 江苏低摩擦POK棒哪里买 2026-02-13
- 安徽自润滑POK棒销售 2026-02-13

- 陕西玻纤增强POK棒 02-25
- 陕西增韧POK板生产 02-25
- 南京均聚POM板私人定做 02-25
- 湖北POM板 02-25
- 福建增强POK棒原料 02-25
- 河北附近POM板 02-25
- 河源均聚POM板生产 02-25
- 深圳均聚POM板厂家直销 02-25
- 揭阳POM板私人定做 02-25
- 河北均聚POM板密度 02-25