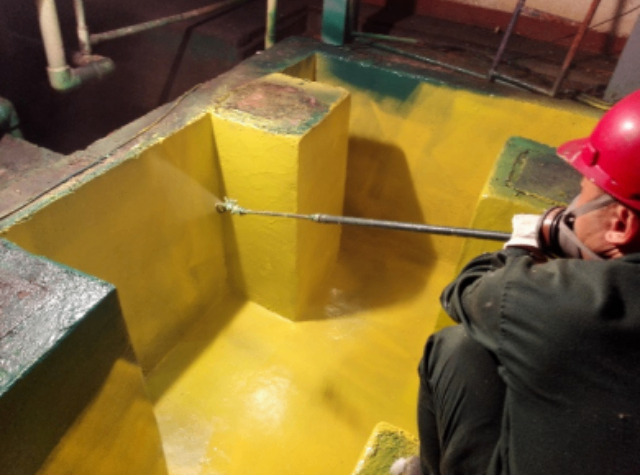
矿浆输送的耐磨之道。选矿流程中,矿浆输送系统的磨损问题直接影响生产效率。针对这一挑战,耐磨管道解决方案采用整体陶瓷衬里技术,在管道内壁形成致密的保护层。这种材料具有优异的耐腐蚀性和抗冲击性,能够抵御高浓度矿浆的持续冲刷。在多个选矿厂的应用实践证明,改造后的输送系统在保持原有输送效率的同时,弯头等易损...
选矿设备耐磨保护基本参数
- 品牌
- 贵州祥润环保科技有限公司
- 型号
- ULC系列
选矿设备耐磨保护企业商机
工程应用实践表明,耐磨技术的系统化集成能***提升选矿设备综合效能。半自磨机采用模块化耐磨衬板系统后,通过差异化防护设计使筒体衬板寿命达14个月,而进料端特殊设计的陶瓷-金属复合衬板可承受10J/cm²的冲击能量。水力旋流器内衬的碳化硅陶瓷采用蜂窝结构设计,在保持HV2200硬度的前提下,将脆性断裂风险降低60%,特别适用于含石英砂的高硬度矿浆处理。在极端腐蚀-磨损复合工况下,新型Fe基非晶合金涂层展现出独特优势,其自钝化特性使腐蚀速率降至0.001mm/a以下,同时保持HRC58的耐磨性能。某铜矿选厂应用表明,采用多材料协同防护体系后,渣浆泵过流部件寿命从600小时提升至5000小时,年维护成本降低75%以上,印证了系统化防护的经济价值。4D打印形状记忆合金衬板在80℃自动恢复形变,补偿磨损间隙0.3mm。安顺耐腐蚀选矿设备耐磨保护抗压强度

未来技术发展将深度融合数字孪生与绿色材料。基于工业互联网的磨损预测系统通过部署16类传感器(包括3D形貌扫描、声发射监测等),可提前140小时预测关键部件失效,准确率达93%。环境友好型耐磨材料取得突破:大豆油基聚氨酯弹性体(邵氏硬度85A)的生物碳含量达96%,在酸性矿浆(pH=2)中磨损率*0.12mm³/N·m;回收钢渣制备的Sialon陶瓷(β-Si₆₋zAlzOzN8₋z)实现工业固废资源化,其HV1800硬度与商用产品相当而成本降低60%。行业数据显示,到2026年智能耐磨系统的全生命周期成本(LCC)将比传统方案下降40%,碳足迹减少55%,标志着选矿设备防护进入可持续智慧化新阶段。遵义附近选矿设备耐磨保护主要作用生物可降解耐磨涂层以壳聚糖为基体,野外降解周期可控在6-24个月。

工程应用领域,智能耐磨系统开始改变传统被动防护模式。某铁矿选厂在Φ5.5×8.5m球磨机安装的在线磨损监测系统,通过嵌入式FBG光纤传感器网络实时采集衬板应变数据,结合机器学习算法可提前72小时预测磨损故障点,使计划外停机减少43%。旋流器组采用的新型弹性体-陶瓷复合衬里,其**的蜂窝状结构设计使陶瓷单元在橡胶基体中形成机械互锁,在处理含40%石英砂的矿浆时,使用寿命达14000小时,较整体陶瓷衬里成本降低35%。针对极细颗粒(d50≤10μm)磨损问题,开发的超疏水耐磨涂层通过构建微纳双重结构表面,使矿浆附着力下降60%,这项技术在浓缩机耙架上的应用验证了其抗粘附磨损的有效性。
该涂层的**性突破在于其多尺度增强体系,通过碳纳米管垂直阵列与石墨烯片层的协同作用,使冲击韧性达到285kJ/m²。特别开发的抗气蚀版本在30m/s矿浆流速下,年侵蚀深度控制在0.05mm以内。在锂辉石浮选机应用中,其**的"软硬渐变"界面设计使设备振动噪音降低40%,同时疲劳寿命延长至8000小时。经济性评估显示,采用该技术可使选矿厂耐磨件库存减少80%,设备综合运转率提升至98.5%,单条生产线年增效超过2000万元。
第三代智能ULC涂层集成了微型传感器网络,通过机器学习算法可预测剩余使用寿命,准确度达95%。环保型水性配方通过欧盟EC1907/2006认证,施工过程实现零有害排放。在刚果某钴矿的实践中,该技术使高压辊磨机辊套更换周期从3个月延长至36个月,吨矿耐磨成本下降至0.15元。材料特有的阻尼特性可将设备共振幅度降低60%,大幅提升传动系统稳定性。随着数字孪生技术的深度应用,ULC涂层正推动选矿设备进入"感知-决策-优化"的智能防护新时代。 等离子电解氧化技术在钛基体上生成50μm陶瓷层,显微硬度达HV2200。

选矿设备耐磨保护是矿山机械领域的关键技术,贵州祥润环保科技有限公司在选矿设备耐磨防护方面积累了丰富的实践经验。在破碎环节,颚式破碎机齿板采用高铬铸铁(Cr26)与低合金钢的复合铸造工艺,通过真空熔覆技术使结合层剪切强度达到450MPa以上,在贵州磷矿的工业测试中,复合齿板使用寿命较传统高锰钢提升4-6倍。针对球磨机衬板,公司研发的橡胶-金属复合衬板通过硫化工艺将95A级耐磨橡胶与Q345钢板结合,在Φ3.2m球磨机应用中实现降噪15分贝、节能20%的效果,特别适合处理硬度≤7级的矿石。维护时需定期检测橡胶层厚度,当磨损量超过原始厚度50%时应及时更换,避免金属基体直接接触矿浆造成二次磨损。量子点荧光磨损指示剂实现亚毫米级损伤可视化。贵阳高效选矿设备耐磨保护支持紧急加单生产吗
微生物矿化生成的FeCO3保护层生长速率15μm/天。安顺耐腐蚀选矿设备耐磨保护抗压强度
涂层材料的**性突破在于其智能响应特性,当受到超过50J/cm²的冲击能量时,分子链会发生可控重构,瞬间提升300%的能耗能力。在pH值0.5-13的极端腐蚀环境中,其**的钝化膜技术可使年腐蚀速率控制在0.008mm以内。特别开发的导电版本体积电阻率可调范围达103-10Ω·cm,有效解决矿浆静电积聚问题。在智利某锂矿的工业测试中,涂覆该材料的浓缩机耙架经受住20000小时连续运转考验,磨损量*为传统不锈钢材料的1/901。经济分析显示,采用该技术可使选厂耐磨部件采购预算减少75%,设备综合能效提升40%。安顺耐腐蚀选矿设备耐磨保护抗压强度
与选矿设备耐磨保护相关的文章

重庆环保选矿设备耐磨保护裂隙渗透测试
- 重庆高效选矿设备耐磨保护防火等级 2026-04-27
- 云南新型选矿设备耐磨保护厂家直销价格 2026-04-23
- 四川耐腐蚀选矿设备耐磨保护防火等级 2026-04-23
- 云南环保选矿设备耐磨保护主要作用 2026-04-22
- 铜仁防水选矿设备耐磨保护厂家能提供质量保证书吗 2026-04-22
- 选矿设备耐磨保护起订量是多少 2026-04-22
- 毕节本地选矿设备耐磨保护代理商 2026-04-22
- 铜仁化工选矿设备耐磨保护客服电话 2026-04-21
- 重庆新型选矿设备耐磨保护售后服务 2026-03-31
- 毕节化工选矿设备耐磨保护行价 2026-03-27
- 铜仁化工选矿设备耐磨保护厂家直销价格 2026-03-23
- 安顺新型选矿设备耐磨保护比普通寿命长多少 2026-03-20
与选矿设备耐磨保护相关的产品

与选矿设备耐磨保护相关的新闻
-
贵阳附近选矿设备耐磨保护厂家直销价格 2026-03-18 18:07:46表面工程与润滑技术的协同优化开辟了新路径。针对球磨机钢球-衬板摩擦副,开发的微纳织构化表面(凹坑直径20-100μm,深径比0.3)结合纳米润滑添加剂(WS₂@C核壳结构,粒径80nm),使干摩擦系数从0.65降至0.22。通过分子动力学模拟揭示,该体系在接触界面形成了5-8nm厚的剪切诱导有序层,...
-
云南选矿设备耐磨保护如何验证是原厂产品 2026-03-17 14:06:37选矿设备的耐磨保护是矿山生产中的关键技术之一,其**在于通过材料和技术手段减少设备因矿石摩擦、化学腐蚀等因素导致的损耗。耐磨保护通常采用橡胶内衬、高分子涂层或金属复合材料,这些材料能够有效吸收冲击力、降低摩擦系数,并在极端环境下保持稳定性。例如,橡胶内衬因其高弹性和耐磨性,被广泛应用于球磨机、振动筛...
-
选矿设备耐磨保护客服电话 2026-03-16 02:06:45矿浆输送系统的耐磨革新矿浆输送过程中的磨损问题直接影响生产线的连续运行。新一代耐磨管道解决方案采用整体复合材料技术,在管道内壁形成致密防护层。这种材料兼具优异的耐腐蚀性和抗冲击性,能够抵御不同硬度矿物的持续冲刷。在多个选矿企业的应用实践中,改造后的输送系统展现出令人满意的耐久性,特别是弯头和三通等易...
-
遵义防水选矿设备耐磨保护支持紧急加单生产吗 2026-03-16 09:06:56选矿设备耐磨保护是矿山机械领域的关键技术,贵州祥润环保科技有限公司在选矿设备耐磨防护方面积累了丰富的实践经验。在破碎环节,颚式破碎机齿板采用高铬铸铁(Cr26)与低合金钢的复合铸造工艺,通过真空熔覆技术使结合层剪切强度达到450MPa以上,在贵州磷矿的工业测试中,复合齿板使用寿命较传统高锰钢提升4-...
与选矿设备耐磨保护相关的问题
新闻资讯
产品推荐
-

云南工业级ULC喷涂型类橡胶材料日常维护需要注意什么
2026-05-01 -
遵义本地ULC喷涂型类橡胶材料厂家电话
2026-04-30 -
铜仁高弹力ULC喷涂型类橡胶材料
2026-04-30 -
贵阳什么是ULC喷涂型类橡胶材料反应时间
2026-04-30 -
铜仁高效高分子防火防潮封堵剂服务电话
2026-04-30 -

毕节高分子防火防潮封堵剂应用案例
2026-04-30 -
贵阳高效高分子防火防潮封堵剂厂家能提供质量保证书吗
2026-04-30 -
云南高分子防火防潮封堵剂反应时间
2026-04-30 -

重庆通用型ULC喷涂型类橡胶材料厂家电话
2026-04-30