- 品牌
- HumiSeal,4A,东京测器
- 型号
- 齐全
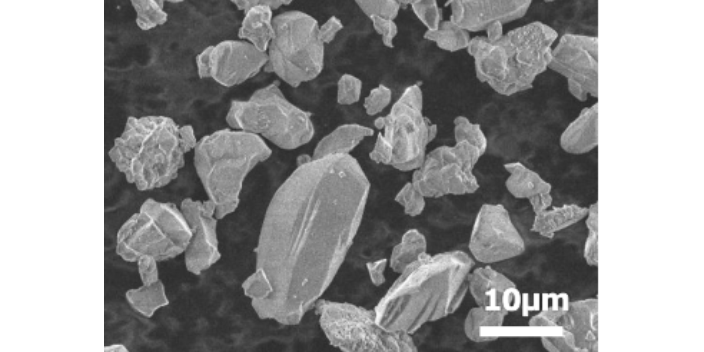
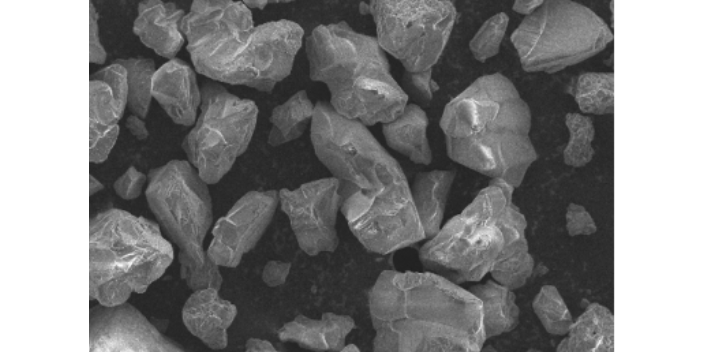
氮化铝陶瓷因具有高热导率、低膨胀系数、度、耐腐蚀、电性能优、光传输性好等优异特性,是理想的大规模集成电路散热基板和封装材料。随着我国电子信息产业蓬勃发展,电子设备仪器的小型轻量化,以及混合集成度大幅提高,对散热基板的导热性能要求越来越高,氮化铝陶瓷的热导率较氧化铝陶瓷高5倍以上,膨胀系数低,与硅芯片的匹配性更好,因此在大功率器件等领域,已逐渐取代氧化铝基板,成为市场主流。但氮化铝陶瓷基板行业进入技术壁垒高,全球市场中,具有量产能力的企业主要集中在日本,日本企业在国际氮化铝陶瓷基板市场中处于垄断地位,此外,中国台湾地区也有部分产能。而随着国内市场对氮化铝陶瓷基板的需求快速上升,在市场的拉动下,进入行业布局的企业开始增多,但现阶段我国拥有量产能力的企业数量依然极少。AIN晶体以〔AIN4〕四面体为结构单元共价键化合物,具有纤锌矿型结构,属六方晶系。东莞导热氮化铝商家
喂料体系的流变性能对注射成形起着至关重要的作用,优良的喂料体系应该具备低粘度、度和良好的温度稳定性。在成型工艺工程中,既要使喂料具有良好的流动性,能完好地填充模具,同时也应有合适的粘度,避免两相分离,温度过高则容易引起粘结剂的分解,分解出的气体易造成坯体内部气孔;温度过低则粘度过高,喂料流动性差,造成充模不完全。注射压力也对生坯质量有较大影响,压力过低则不能完全排空模具型腔内的气体,造成注射不饱满,压力过高则造成生坯应力较大,不易脱模以及脱模后应力的释放造成坯体的变形及开裂。注射速度也对坯体质量有较大影响,较低则喂料填充模具过慢,填充过程中冷却后流动性降低,不能完整填充模具,注射速度过高则容易造成喷射及两相分离,造成零件表面流纹痕。综上所述,应综合考虑并选择适合的注射参数,制备出完好的氮化铝陶瓷生坯。超细氮化硼厂家电话氮化铝与氮化硅是目前很适合用作电子封装基片的材料,但他们也有个共同的问题就是价格过高。

氮化铝陶瓷的注凝成型:该工艺的基本原理是在黏度低、固相含量高的料浆中加入有机单体,在催化剂和引发剂的作用下,使料浆中的有机单体交联聚合形成三维网状结构,使料浆原位固化成型,然后再进行脱模、干燥、去除有机物、烧结,即可得到所需的陶瓷零件。注凝成型的工艺特点:坯体强度高、坯体整体均匀性好、可做近净尺寸成型、适于制备复杂形状陶瓷部件和工业化推广、无排胶困难、成本低等。目前流延成型和注射成型在制备氮化铝陶瓷方面具有一定优势,随着科学技术的发展以及人们对环境污染的重视,凝胶流延成型和注凝成型必然会取代上述两种方法,成为氮化铝陶瓷的主要生产方法,从而促进氮化铝陶瓷的推广与应用。
提高氮化铝陶瓷热导率的途径:选择合适的烧结工艺,致密度对氮化铝陶瓷的热导率有重要影响,致密度较低的氮化铝陶瓷很难有较高的热导率,因此必须选择合适的烧结工艺实现氮化铝陶瓷的致密化。常压烧结:常压烧结的烧结温度通常为1600℃至2000℃,当添加了Y2O3烧结助剂后,氮化铝粉会产生液相烧结,烧结温度一般在1700℃至1900℃,特别是1800℃很常用,保温时间为2h。烧结温度还要受到氮化铝粉粒度、添加剂含量及种类等的影响。热压温度相对能低一些,一般是在1500℃至1700℃,保温时间为0.5h,施加的压力为20MPa左右。在1500℃至1800℃范围内,提高氮化铝烧结温度通常会明显提高氮化铝烧结体的导热率和致密度,特别是在常压烧结时,这种影响更为明显。直接氮化法的优点是工艺简单,成本较低,适合工业大规模生产。
氮化铝陶瓷的注射成型:陶瓷注射成型技术(CIM)是一种制造复杂形状陶瓷零部件的新兴技术,在制备复杂小部件方面有着其不可比拟的独特优势。随着近年来全球范围内电子陶瓷产业化规模的不断扩大,CIM 技术诱人的应用前景更值得期待。该工艺主要包括喂料制备、注射成型、脱脂和烧结。粘结剂是氮化铝陶瓷粉末的载体,决定了喂料注射成形的流变性能和注射性能。良好的粘结剂可起到形状维持的作用,且有效减少坯体变形和脱脂缺陷的产生。陶瓷注射成型粘结剂须具备以下条件:流动特性好,注射成型黏度适中,且黏度随温度不能波动太大,以减少缺陷产生;对粉体的润湿性和粘附作用好;具有高导热性和低热膨胀系数。 一般由多组分有机物组成,单一有机粘结剂很难满足流动性要求。氮化铝一般难以烧结致密,使用添加剂可以在较低温度产生液相,润湿晶粒,从而达到致密化。苏州球形氧化铝销售公司
利用氮化铝陶瓷能耐铁、铝等金属和合金的溶蚀性能,可用作Al、Cu等金属熔炼的坩埚和浇铸模具材料。东莞导热氮化铝商家
AlN陶瓷基片的成型:流延成型制备氮化铝陶瓷基片的主要工艺,将氮化铝粉料、烧结助剂、粘结剂、溶剂混合均匀制成浆料,通过流延制成坯片,采用组合模冲成标准片,然后用程控冲床冲成通孔,用丝网印刷印制金属图形,将每一个具有功能图形的生坯片叠加,层压成多层陶瓷生坯片,在氮气中约700℃排除粘结剂,然后在1800℃氮气中进行共烧,电镀后即形成多层氮化铝陶瓷。流延成型分为有机流延成型和水基流延成型两种。流延成型法在AlN陶瓷基片方面的应用具有极强的优势,如设备要求低,可连续生产、生产效率高、自动化程度高,其生产成本低廉,非常适合现代工业生产。注射成型:首先将AlN粉体与有机粘结剂按一定比例混合,经过造粒得到性能稳定的喂料,然后在注射成型机上成型素坯,再经过脱脂、烧结很终获得AlN陶瓷基片。东莞导热氮化铝商家
上海布朗商行有限公司致力于精细化学品,是一家贸易型公司。公司业务涵盖三防漆,防湿剂,化学品原料,电子机械等,价格合理,品质有保证。公司秉持诚信为本的经营理念,在精细化学品深耕多年,以技术为先导,以自主产品为重点,发挥人才优势,打造精细化学品良好品牌。上海布朗商行秉承“客户为尊、服务为荣、创意为先、技术为实”的经营理念,全力打造公司的重点竞争力。
- 温州多孔氮化铝粉体哪家好 2024-05-24
- 大连多孔氮化铝粉体 2024-05-24
- 广州微米氮化铝粉体生产商 2024-05-15
- 嘉兴超细氮化铝 2024-05-15
- 大连绝缘氧化铝商家 2024-05-07
- 丽水陶瓷氮化硼哪家好 2024-05-07
- 嘉兴片状氮化硼供应商 2024-03-30
- 嘉兴高导热氮化铝粉体销售公司 2024-03-30
- 金华微米氮化铝品牌 2023-11-12
- 东莞导热氮化铝粉体多少钱 2023-11-12
- 大连高导热氮化铝粉体商家 2023-11-12
- 东莞导热氧化铝供应商 2023-11-12