轴线偏差会导致轴承寿命急剧下降:当平行度误差超过0.1mm/m时,圆锥滚子轴承的L10寿命降低60%。某石化厂案例显示,由于电机-手动装置对中度偏差0.3mm,导致蜗杆断裂,停机损失达120万元。规范安装流程包括:①激光对中仪校准(精度±0.02mm);②弹性联轴器补偿残余偏差(容许角向偏差1.5°);③基础螺栓采用液压张力器均匀预紧(误差±5%)。对于长轴系(如船用阀门传动链),还需计算热膨胀补偿量——某LNG运输船手动装置安装时预置0.15mm反向偏移,在-162℃工况下实现完美对中。润滑是齿轮箱维护的关键,减少磨损和摩擦。江苏气动齿轮箱方案设计

P67防护等级是国际上对于设备防护性能的一种认证标准,其中“IP”表示国际防护等级,而“6”和“7”则分别表示防尘和防水等级。具体来说,“6”级防尘意味着齿轮箱能够完全防止外物及灰尘侵入,确保内部机件的正常运作;“7”级防水则表示齿轮箱在规定的水压下,持续一定时间,其内部不会因浸水而造成损害。 思达德机械自控采用了独特的密封设计和精细的加工工艺,确保所有接口和缝隙的密封性,防止水分和尘埃通过细微的缝隙侵入。并且定期对齿轮箱进行防水测试,以确保其在各种恶劣条件下的稳定性和可靠性。苏州工业齿轮箱生产厂家齿轮箱可提供多种报警和保护功能。

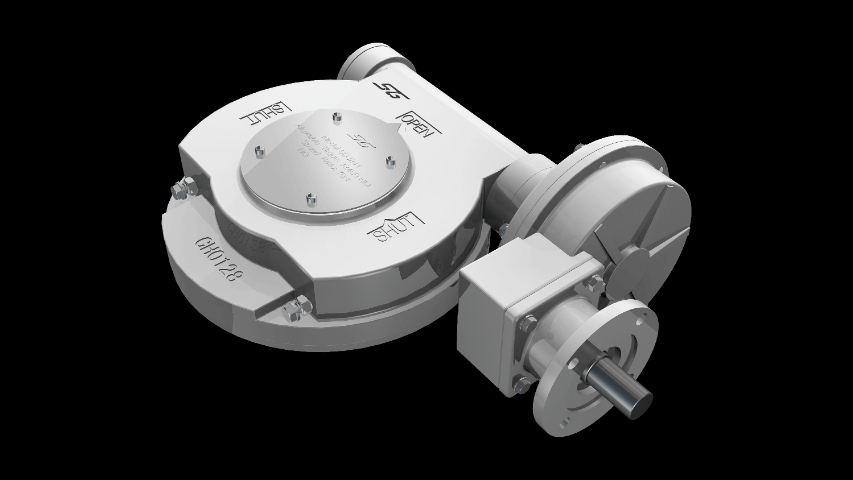
模块化设计允许同一手动装置适配多种驱动方式:①应急手动模式下,折叠式手轮展开后通过花键连接;②气动马达驱动时,切换离合器实现动力传递;③防爆电机直连方案符合ATEX 94/9/EC标准。某化工厂酸碱调节阀采用三驱动配置:日常由4kW电动机控制,断电时切换气动备用系统,检修时使用带扭矩限制器的T型手柄。关键创新在于快速切换机构——驱动接口符合VDI/VDE 3845标准,更换动力源只需拆卸4颗螺栓,切换时间小于5分钟,确保工艺连续性。
齿轮箱与阀门的安装涉及一系列步骤和注意事项。以下是安装过程中的一些关键步骤:准备工作:确保工作场所安全、整洁,并准备好所有必要的工具和材料。检查齿轮箱和阀门是否完好无损,所有部件是否齐全。安装阀门:根据阀门的类型和用途,确定其正确的安装位置和方向。按照阀门安装说明,将其与管道正确连接,确保密封良好,防止泄漏。安装齿轮箱:将齿轮箱放置在预定点置,确保它稳固且与阀门之间的连接方便。根据齿轮箱的安装说明,进行必要的调整和固定。连接齿轮箱与阀门:使用适当的连接件(如轴套、联轴器等)将齿轮箱与阀门连接起来。确保连接牢固、平稳,并检查是否有任何潜在的泄漏点。润滑与调试:根据齿轮箱的要求,加入适量的润滑油或润滑脂。轻轻转动阀门手轮或操作装置,检查齿轮箱和阀门的运动是否平稳、无异常。检查与测试:完成安装后,进行多方面检查,确保所有部件安装正确、无遗漏。进行功能测试,验证阀门和齿轮箱的操作是否符合要求,包括开启、关闭和调节等。齿轮箱操作力矩需符合人体工程学要求。
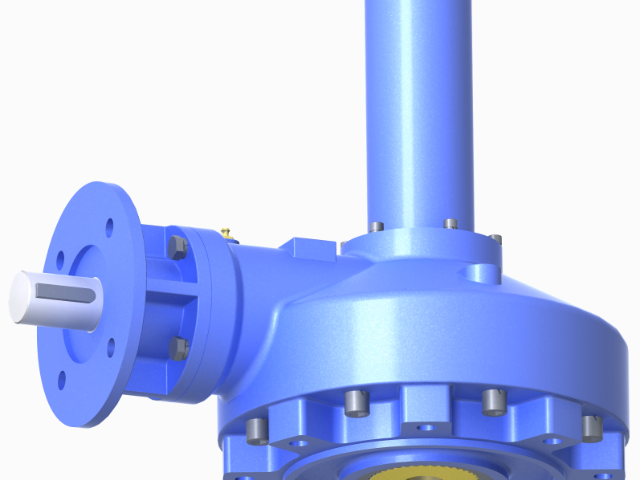
在石油管道主控阀、电站主蒸汽阀等场景中,阀门直径常超过1米,介质压力达数十兆帕,手动操作需数千牛·米的扭矩。手动装置通过多级传动结构将人力转化为机械能:一级行星齿轮组提供基础减速,二级蜗杆进一步放大扭矩,三级锥齿轮改变传动方向以适应立式安装需求。例如,某LNG接收站使用的48英寸球阀手动装置,其三级传动总减速比达1:360,操作者只需25N·m的输入即可输出9000N·m的工作扭矩。此类设备需通过ISO 5210标准认证,确保过载保护、疲劳寿命等指标达标。近年来,部分厂商还开发了液压辅助手动装置,通过手动泵增压驱动齿轮,进一步突破纯机械传动的力矩上限。它适用于需要高扭矩和低速操作的场合。苏州截止阀齿轮箱产业
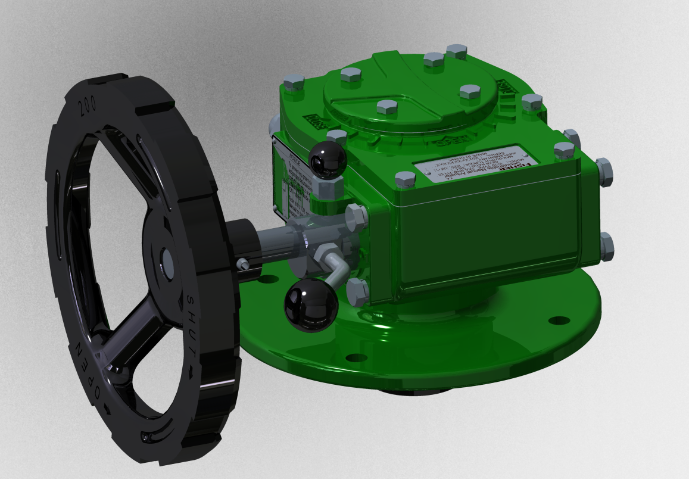
齿轮箱可配备手轮、手柄或电动机驱动。江苏气动齿轮箱方案设计
机械式扭矩限制器(如R+W SK系列)通过剪切销或摩擦片设计,在超载时切断动力传递。某乙烯裂解装置高温阀案例中,设定扭矩阈值为额定值120%(85,000N·m),成功避免因焦炭卡阻导致的阀杆弯曲事故。先进技术如电磁式扭矩限制器,可通过PLC动态调整阈值(±5%精度),适应多工况需求。在页岩气井口安全阀中,该装置与SCADA系统联动,触发过载后自动启动备用驱动单元,确保井控安全。测试数据显示,配置扭矩限制器的手动装置故障停机率降低65%,维修成本下降48%。江苏气动齿轮箱方案设计