-
安徽选型数字煤场管控系统
煤场管理涵盖进煤、耗煤与存煤三个关键环节,每个环节均需依赖准确的数据和高效的管理流程。云端协同数字煤场管控系统以模块化结构构建,集成多种智能功能,旨在提升煤场运作的透明度和自动化水平。系统主要包括数据采集模块、智能分析模块和云端协同管理平台。数据采集模块利用三维激光盘煤技术及多样传感器,实时监测煤堆形态、温度和有害气体浓度,动态掌握煤量与...
查看详细 >>23 2026-01 -
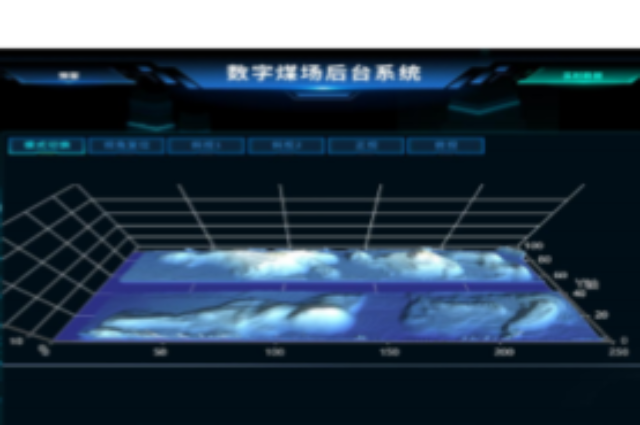
甘肃数字煤场管控系统料场
数字煤场管控系统设计以操作简便和效率提升为导向,围绕煤场的进煤、耗煤及存煤三个关键环节展开。用户在进煤管理阶段,通过系统详细录入每批煤炭的卸煤点和卸煤量,同时结合煤质及煤价信息,系统自动完成煤堆成本核算,保证数据的准确性。借助系统实时采集的三维立体煤场图形,操作人员能够清晰地了解各存煤分区的堆放量与具体的位置,实现直观的煤场管理。耗煤管理...
查看详细 >>23 2026-01 -
广东数字煤场管控系统石化行业性价比
挑选适合火电厂的数字煤场管控系统需关注系统功能技术的兼容性以及操作的便捷性。理想的方案应覆盖煤炭进场、消耗及存储的各个环节,确保卸煤登记、煤质核算、用煤计划和盘点管理等流程得到有效支持。技术方面,系统应配备三维激光扫描与轨道式盘煤技术,实现煤堆体积的精确测量和自动盘煤,降低人工误差。安全监控功能包括温度监测、粉尘及有害气体检测,这些对保障...
查看详细 >>23 2026-01 -
河北地面轮式巡检机器人红外监测的组成
电气房轨道巡检机器人由多个关键模块组成,这些组成部分共同支持其在复杂电气环境下的稳定运行。系统配备的可见光相机能够实时捕捉设备表面及仪表盘的图像,辅助识别开关刀闸和指示灯状态。局部放电传感器专门用于检测电气设备的局部放电现象,帮助及早发现潜在故障。红外热成像仪通过温度分布图像监测设备热状况,为维护提供重要数据支持。人机交互模块集成了语音对...
查看详细 >>22 2026-01 -
河北堆取料机无人值守系统无线通信图像
堆取料机无人值守系统的控制台设计直接影响操作人员的使用体验和作业安全。该控制台一般设置在输料综合楼内,配备操纵杆、按钮和选择开关等多种操作装置,支持远程实时控制堆料和取料机的各项动作。通过控制台,操作人员能够监测设备运行状态,调整作业参数,无需现场干预,有效降低劳动强度。控制台界面设计注重信息的直观呈现和操作的便捷性,确保关键参数和设备报...
查看详细 >>22 2026-01 -
山西工业安全监测系统一体化PLC联机
工业安全监测系统的远程通信功能,为企业提供了更为灵活和高效的监测手段。通过集成平台,企业可以在任何地方对现场设备进行监控和操作。这种远程通信技术不仅支持实时数据传输,还能够在异常情况发生时,迅速发送报警信息,确保问题能够得到及时处理。用户在使用过程中,可以通过移动设备或电脑终端,随时查看监测数据和系统状态,极大地提高了管理的便利性。上海诺...
查看详细 >>21 2026-01 -
上海工业安全监测系统挡煤墙温度的组成
堆取料机作为大型料场的主要设备,其安全性和稳定性直接影响到物料的存储和运输效率。工业安全监测系统在堆取料机上的应用显得尤为重要。通过该系统,企业可以实时监控设备的运行状态,包括机械部件的磨损情况、设备的温度变化及负荷状态等。当系统检测到异常时,能够迅速发出警报,以便操作人员及时处理,避免更大损失。对于企业而言,选择合适的安全监测系统不仅关...
查看详细 >>21 2026-01 -
江苏工业安全监测系统圆形料场的组成
对有毒气体的实时监测与数据采集,构成了煤矿及工矿企业安全管理中一道基础的风险预警防线。智能巡检系统通过集成多种传感器,尤其是针对有害气体的高灵敏度检测模块,实现环境中气体浓度的精确捕捉。系统配备地面轮式和室内升降巡检机器人,持续收集气体浓度、温湿度及噪声等多维度环境数据,形成详尽的环境健康档案。所采集的数据通过云平台传输,并结合算法模型进...
查看详细 >>20 2026-01 -
山西安全巡检机器人输煤皮带监控怎么样
设备自检测功能是室内轮式升降巡检机器人维护自身健康状态的重要保障。机器人在启动后会自动执行对电源系统、驱动机构、通信模块以及搭载传感器的检测,及时发现潜在异常。异常情况通过声光报警提示现场人员,并在通信正常的情况下将故障信息上传至监控中心,便于远程诊断和快速处理。使用流程简洁,操作者只需通过本地监控平台或远程管理系统启动机器人,系统会自动...
查看详细 >>20 2026-01 -
吉林工业安全监测系统有毒气体
在现代工业环境中,安全监测系统的有效性直接影响到生产效率和员工安全。一体化工业安全监测系统通过PLC联机的方式,实现了对各类监测设备的统一管理和数据整合。这种系统化的联机技术不仅简化了操作流程,还提高了监测的准确性和响应速度。通过PLC联机,整个系统可以实时接收来自现场传感器的数据,进行分析和处理,以便快速应对潜在的安全隐患。用户在日常操...
查看详细 >>20 2026-01 -
山东工业安全监测系统自动监测数据分析
构建高效的大数据分析智能巡检系统需融合物联网、云计算与大数据技术,以满足煤矿及相关工业领域对安全与效率的双重要求。系统通过安装多种传感器,如温湿度传感器、有毒气体检测器和高清摄像头,持续采集现场海量数据。数据经由云平台集中处理,结合智能算法进行深度分析,揭示设备状态与环境变化的内在规律。大数据技术的应用使巡检工作从单一的监测转向主动预警和...
查看详细 >>19 2026-01 -
上海工业安全监测系统全天候
在现代化工业生产中,安全监测系统的智能化升级成为了企业运营的关键环节。智能联动工业安全监测系统的应用,为煤矿生产、石化行业及大型料场等领域提供了安全保障。通过高灵敏度的传感器和智能分析技术,这一系统能够实时监测生产环境中的有毒气体、粉尘浓度、明火煤、红外温度等关键指标。在一个典型的煤矿生产场景中,智能联动系统通过现场传感器自动捕捉环境变化...
查看详细 >>19 2026-01